
















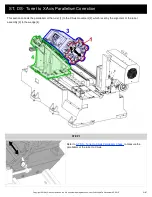





STEP 20
Measure the squareness. If the alignment is not correct, repeat the
previous steps.
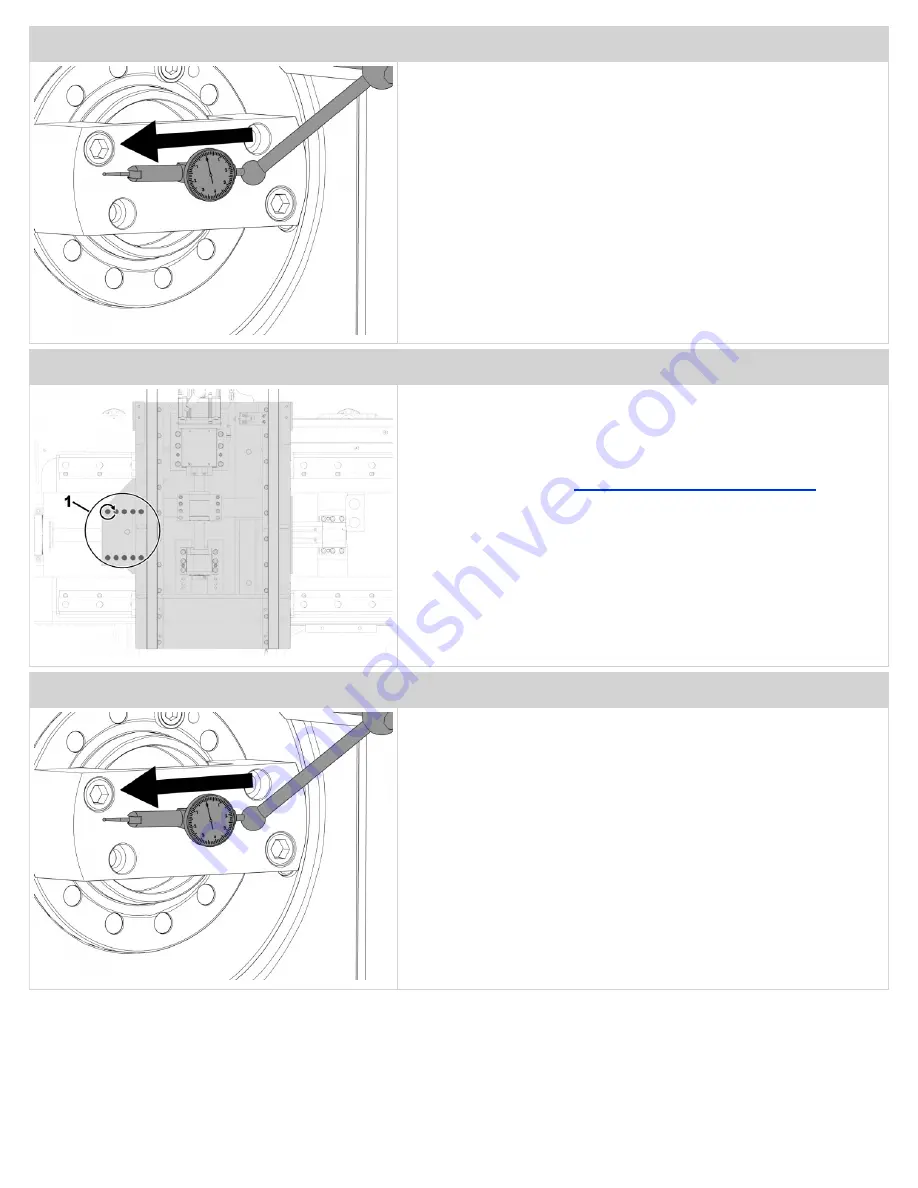
STEP 21
If the alignment is correct, tighten the (10) screws [1] that attach the
wedge to the ballscrew nut housing. Tighten to approximately half of the
specified torque.
For torque values, refer to
Haas Fastener Torque Specifications
.
STEP 22
Measure the squareness.
Copyright 2018 by Haas Automation, Inc. No unauthorized reproduction | Last Published On November 05, 2015
21/67







































































