





















STEP 2
Look at the indicator to see the amount and the direction of the error.
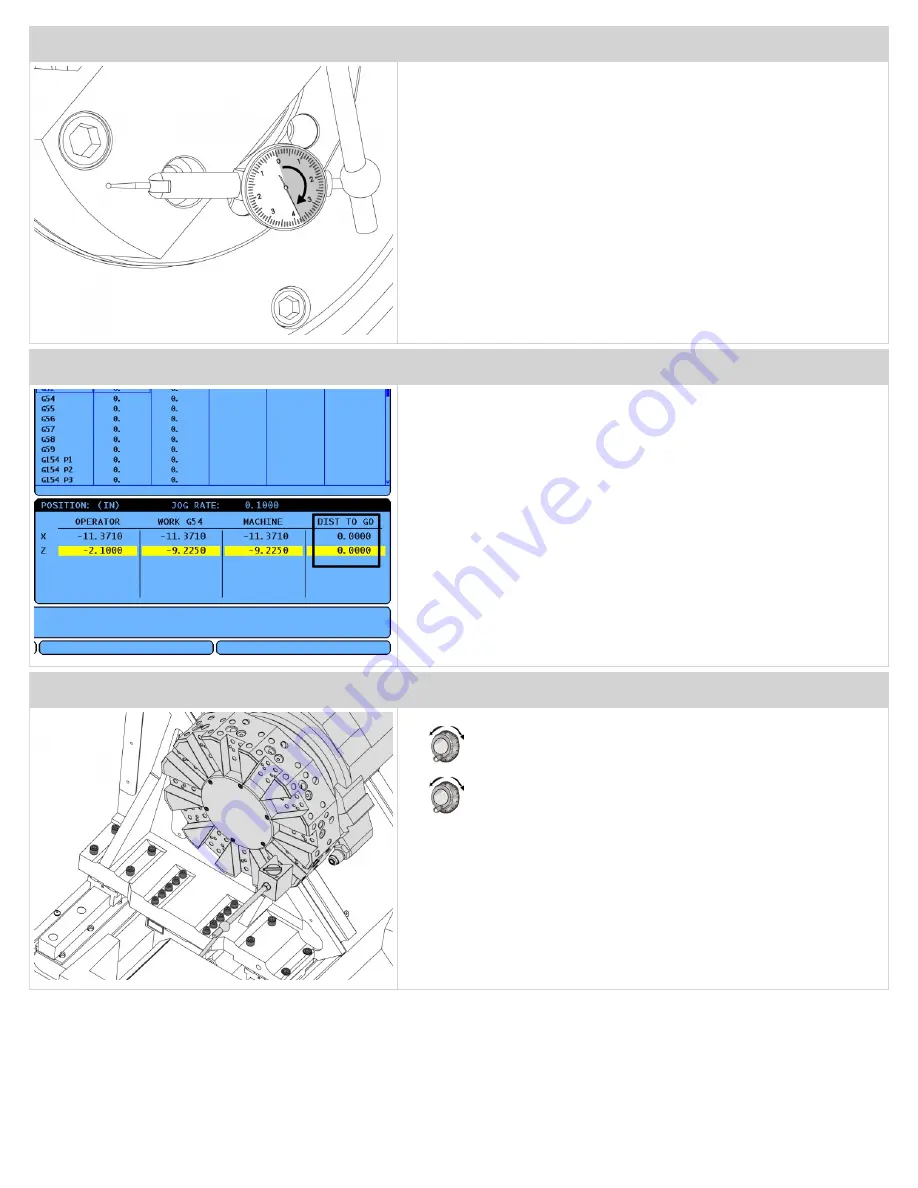
STEP 3
Press
[ZERO RET]
to set the
DIST TO GO
values to 0. Press
[HAND
JOG]
to see the coordinate position display. We will return to this 0
DIST
TO GO
position in the steps that follow.
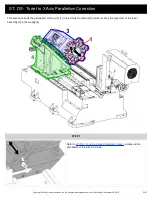
STEP 4
Jog the Z Axis a small amount to move the indicator away
from the spindle.
Jog the X Axis to move the turret to get access to the screws.
Copyright 2018 by Haas Automation, Inc. No unauthorized reproduction | Last Published On November 05, 2015
24/67







































































