


























ES0755 rev A 1/11
23
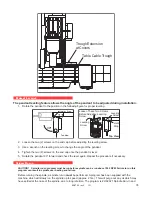
position press
<A>
to go to the control screen for the tool changer’s arm functions. The next screen states:
Hydraulic tool changer bump arm
Using arrow keys attempt to move the arm into its home position
Pressing the cursor keys will move the tool changer’s arm and carriage.
NOTE
: The tool changer arm and carriage assembly will ‘jerk’ and ‘shake’
when it is operated manually by using the control panel keys.
Because the motion is somewhat erratic, the safety of personnel
and equipment should be taken into consideration when operating
in this mode.
WARNING!
When operated in the manual mode it is possible to move the tool changer arm and carriage into a
position that may damage the tool changer and/or the horizontal mill. Before manually operating the
tool changer the machine operator must fully understand the motion of the tool changer’s arm and
carriage during a normal tool change cycle.
Most importantly do not attempt to swing the tool changer arm towards the spindle unless the
phrase “Arm Home” is displayed on the T/C recover screen.
4. The next step in the alignment procedure is to move the tool changer arm to its
HOME
position by using
the cursor buttons. The following buttons are used to manually jog the tool changer:
Home Button
Swing arm towards spindle
Page Down
Swing arm towards magazine
Up Arrow
Pull arm in
Down Arrow
Push arm in
End Button
Rotate arm counterclockwise
Page Up
Rotate arm clockwise
Left arrow
Slide arm to left
Right arrow
Slide arm to right
The
HOME
position is defined as
:
a. The arm is
fully rotated
toward the magazine, using the
<PAGE DOWN >
button.
b. The arm is
fully pulled in
, using the
<^>
up arrow button.
c. The arm is rotated
fully clockwise
or
fully counterclockwise
, using the
<END>
button or the
<PAGE
UP>
button until the arm is in a horizontal position.
d. The arm is moved
fully to the right
, using the
<>>
right arrow button.
When the tool changer arm has been moved into its
HOME
position the control panel screen will display a
highlighted line that states
ARM HOME
. Prior to reaching the
HOME
position the display screen will be blank
in this area. As a check, when the arm is in the
HOME
position, the cam follower on the bottom of the slide
mechanism will be in-line with the cam slot on the guide plate.
By using the cursor keys and the messages displayed on the
TOOL RECOVERY
screen, move the tool
changer’s arm into its
HOME
position. The tool changer arm and carriage must be moved to their
full limit
of
travel to achieve the
HOME
position. Even when it appears that the full limit of travel has been reached, push
the button several more times to ensure that, in fact, the full limit of travel has been reached.
5. Zero return all axis. Press
MDI
then
ORIENT SPINDLE
.
6. Press
TOOL CHANGER RESTORE
. Follow the displayed instructions until
TC RECOVER
screen appears.
7. Press
HOME
until the tool changer swings in and into hydraulic lock, this can be achieved by bumping the
key several times after the tool changer comes to a stop.
8. Press
>
until the tool changer double arm slides all the way in and into hydraulic lock. Place a magnetic
level on the face of double arm, plumb and level the tool changer by adjusting leveling screws at the base of
tool changer. Insure that the key tab on double arm aligns with the dog on the spindle.







































































