























TR
EN
11
Rossi
Çalıştırma yönergeleri − UTD.045.06-2013.00_TR_EN
Kamasız şaft ucuna sahip servomotorlar icin montaj mümkün
değildir.
Kurulum öncesinde, yapışma ve aşındırıcı korozyon riskinden
kaçınmak icin temas yüzeylerini tamamen temizleyin ve yağlayın.
Servo motor montaj işlemi icin aşağıdaki gibi ilerleyin:
– delik ve şaft ucu arasındaki takma toleransının (standart kilitleme) D ≤
28 mm icin K6/j6, D ≥ 38 mm için J6/k6 olduğunu kontrol edin; paralel
kama uzunluğu pinyon yüzey genişliğinin en az 0,9 katı olmalıdır;
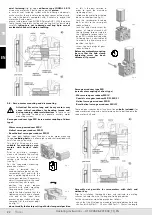
– servo motor şaft tarafına aşağıdaki sıralamada monte edin:
–
65°
C'ye ön ısıtılmış mesafe parçasını
LOXEAL 58-14 tip
yapıştırıcı
ile ilgili motor şaftına yapıştırın ve kama oluğu ve motor
şaftı tespit parçası arasında en az 1,5 mm silindirik parça zemini
olduğunu kontrol edin; mesafe parçasının dış
yüzeyinin zarar
görmemesine
dikkat edin;
– kama oluğu içerisindeki kama, temas uzunluğu mevcut pinyon
genişliğinin en az 0,9 katı olduğundan emin olun;
–
pinyon 80 ÷ 100
°C'ye ön ısıtılmalı
;
– öngörülmüşse eksenel bağlantı sistemi (motor şaftı dip tarafında
kendinden kilitli vidalar, somun ve mesafe parçası veya 1 veya daha
fazla kavelalı göbek kelepçesi ile birlikte, şekil a); eksenel bağlantısız
düşünülen sistemler için
(şekil b)
pinyon
altında bulunan motor
şaft parçasına da
LOXEAL 58-14
tip yapıştırıcı uygulayın;
– göbek kelepçesi ve kavelalara sahip eksenel bağlantı sisteminde,
bu parçaların mesafe parçası dış yüzeyinden taşmadıklarından
emin olun: kavelaları tamamen vidalayın ve, gerekirse motor
şaftını nokta ile işaretleyin;
– pinyon dişlerini, sızdırmaz halka döner yatağını, halkayı ve tertibatı
dikkatli bir şekilde gresleyin (KLÜBER Petamo GHY 133N tip
gresle),
pinyon dişlerinin kazara çarparak sızdırmaz halka
ağzına hasar vermemesine dikkat edin.
Servo dişli redüktör tipi R (kavrama ve burulmaya dayanıklı
kaplin ile servo motor kaplini)
– Sonsuz servo dişli redüktör R V, R IV
– Helisel servo dişli redüktör R 2I, R 3I
– Konik helisel servo dişli redüktör R CI, R ICI
Tip R servo dişli redüktörü giriş yüzeyinde, servo motor montajı icin
bir flanş (cıvatalar dahil değildir) ve burulmaya dayanıklı kaplin bulu-
nur.
Servo motor kamasız şaft tarafına
bir yarım kaplin göbeği takılmalıdır
(varsa, cıkarın; bkz. şekil 1).
Yüksek çalıştırma saatleri veya ağır
yükler durumunda, standart olmay-
an tasarım
«Kama oluklu kaplin»
gereklidir.
Tüm montaj yüzeyleri (şaftlar, iç
yüzeyler, kamalar ve kama olukları) temizlenmeli ve üzerlerinde ça-
paklar, çentikler ve göçükler bulunmamalıdır. Servo motor şaft ça-
pını, kaplin iç çapını, kama ve kama oluğu boyutlarını ve tolerans-
larını kontrol edin.
Tüm kaplin iç yuzeyleri H7 toleransında işlenmelidir.
Servo motor şaft çapı ve yarım manşon göbek çapı arasındaki mon-
taj açıklığı 0,01-0,05 mm arasında olmalıdır.
Montaj işlemini kolaylaştırmak icin göbeğin kenetlenme gücünü et-
kilemeyecek derecede hafif bir yağ katmanı önerilir.
Molibden disülfür veya eşdeğeri yağlayıcılar kullanmayın
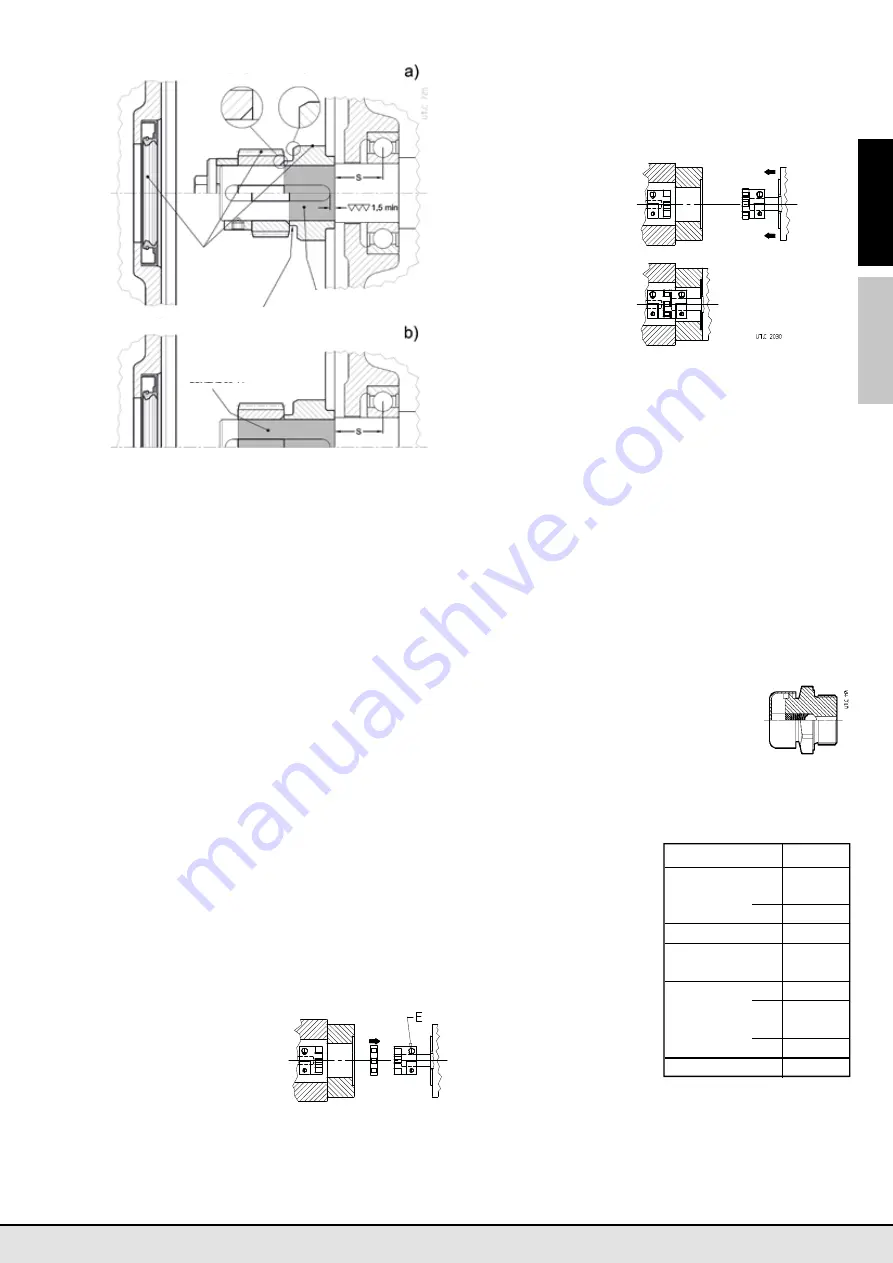
Yarım manşonu tablo 1'de gösterildiği şekilde servo motor
şaftı üzerine takın, elastomer halka yatağı ile bitiştirin.
E kelepçe vidasını dinamometrik bir anahtar kullanarak tablo 1'de
belirtilen uygun tork değerinde sıkıştırın (bkz. sayfa 24).
Elastomer halkayı ve
yatakları kaplin göbe-
klerine kadar temizleyin
ve montaj işlemini ko-
laylaştırmak icin ince bir
yağ tabakası uygulayın,
bkz. şekil 2 (vazelin
gibi poliüretan uyumlu
yağlayıcılar kullanın).
Elastomer halkayı yer-
leştirin (şekil 2) ve servo
motor flanşı üzerinde-
ki vidaları sıkıştırarak
servo motoru servo dişli
redüktör üzerine monte
edin (şekil 3).
Kaplinin iki parçası
arasında bulunan
elastomer halka sıkıştırılarak sıfır açısal boşluk sağlanması
önemlidir.
1) Kimi durumlarda yarım manşon ve servo motor şaftı tespit parçası arasına bir mesafe
parçası yerleştirilmelidir
9.6 - Yataklar
Dişli redüktörde birçok farklı tipte yatak olduğundan ve her bir
yatağın, giriş hızı, tahrik edilen makinenin yükü, aktarma oranı vs
gibi etkenlere bağlı olarak farklı yükler ve hızlarda çalıştığından ve
farklı yağlama yağları kullanıldığından (yağ banyosu, yağ sıçrat-
ma, gres, yağ döngüsü vs) yatakların herhangi bir periyodik bakım
ve değişme aralığı tablosu vermek mümkün değildir.
Eğer önlem amaçlı bakım gerekirse,
periyodik kontrolleri gürül-
tü seviyesi ve titreşimi doğrulamak için uygun tanılama
aletleri ve ekipmanlarını kullanarak gerçekleştirin.
Eğer
ölçülen değerler kötüyse dişli redüktörü veya dişli motoru durdur-
mak ve içini kontrol ettikten sonra bozulmuş yatakları değiştirmek
gereklidir.
9.7 - Filtre ve vanalı metal doldurma tapası
Dişli redüktör veya motorlu redüktörde (boyut ≥ 100)
filtreli ve valfli metal doldurma tapası (bkz. yandaki
şekil) varsa, temizleme amacıyla, bu parçayı dişli
redüktörden sökmek gerekir (kir veya diğer yabancı
parçaların redüktöre girişini engelleyin, kapağı sökün,
solventle yıkayın, basınçlı havayla kurutun ve yeniden
yerine takın).
Bu işlem çevresel koşullar göz önünde bulundurularak yapılmalıdır.
10 - Gürültü seviyeleri
Rossi ürünleri çoğunlukla
standart ortalama
gürültü seviyesine uygun
tanımlanmıştır.
Ses Basınç
Seviyesi LpA,
. Buna göre
dişli redüktör anma yükü
ve giriş devirleri n = 1400
d/ dak seviyesinde çalışma
sırasında, 1 m mesafeden
yapılan ve yansıtıcı bir zemin
üzerinde ISO/CD 8579 taslak
önerilerine göre gürültü
ölçümü sonrasında 85 dB(A)
veya daha düşük değerlere
sahip olduğu belirlenmiştir.
Aşağıda verilen tabloda, bu
eşik değerleri aşan durumlar
belirtilmektedir. Daha
ayrıntılı bilgi için Rossi teknik
kataloglarına bakınız.
Pah
Pah
Gres tipi KLÜBER
PETEMC GHY
133N
Dişli redüktör
Motor
Çekme pinyonu
için pah
fi g. 2
fi g. 3
şekil 2
şekil 3
Yapıştırıcı tipi
LOXEAL 58-14
Yapıştırıcı tipi
LOXEAL 58-14
fi g. 1
şekil 1
Dişli redüktör dişli düzeni
i
N
Ebat
Paralel milli
R I
<
3,15
>
160
>
4
>
200
R 2I
bütün
>
320
R 3I
bütün
>
400
R 4I
<
160
>
500
>
200
>
630
Dik açılı milli
R CI
bütün
>
320
R C2I <
63
>
400
>
71
>
500
R C3I
bütün
>
630
Dik açılı milli
R C
1
>
250







































































