

























14
OPERATION MANUAL
F
ig
. 4.6
4.2 COOLANT SYSTEM
The sawing movement produces high temperatures
at the edge of the blade due to the friction generated.
The blade must therefore be cooled during operation.
Using a suitable lubricant or cooling agent leads to
better results and longer saw blade life. (Fig. 4.6)
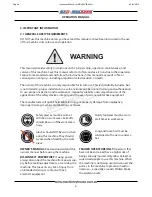
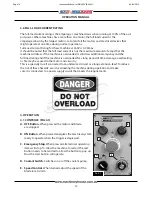
The coolant is delivered through two taps situated on
the blade guide assemble.
To start the coolant turn the switch on the control panel
(D in Fig.4.1) and press and hold the trigger switch, then
adjust the taps. (Fig.4.7 & 4.8) To much flow at the nozzle
will make a mess of the work area and cause it to be-
come unsafe, but to little will cause the blade to over-
heat, causing the blade teeth to load up and break.
F
ig
. 4.7
Soluble Oils
The most common of all water-soluble cutting fluids, soluble oils (also known as emulsifiable
cutting fluids) are typically 50 percent oil before dilution. When mixed with water, they form a
milky emulsion that is an excellent choice for general purpose cutting. They are, however, prone
to “Monday morning stink”–a foul-smelling odor from microbiological growth of fungus and
bacteria that can grow in your coolant sump if not properly maintained.
Synthetic Fluids
As you can probably guess from the name, synthetics contain no oil, using various polymers
and chemical compounds to replicate oil’s natural lubricity. They reject tramp oil, so they tend
to be the cleanest of all cutting fluids, but are often the least lubricious. They are commonly
used in grinding applications, but proponents suggest that synthetics can be tailored to
virtually any metalworking operation, especially metal cutting band saws.
HAFCO recommend that
Synthetic
cutting oil be used available in two sizes.
5 Ltr Order Code S090
20 ltr Order Code S091
F
ig
. 4.8
COOLANT SELECTION
Page 14
Instruction Manual for EB-260V (B062V)
04/04/2019







































































