





























49
/
88
the
systems.
For
the
machine
that
its
system
has
already
been
opened,
the
pipe
welding
shall
be
finished
at
once.
As
the
machines
have
strict
requirement
for
system
moisture
content,
so,
when
a
machines
pipe
is
opened,
the
opening
of
pipe
shall
be
sealed
with
tape
at
once
to
prevent
air
from
entering
in
system,
and
pipe
welding
of
opening
shall
be
finished
within
20
minutes.
As
the
system
of
DW
‐
86L386
series
of
ultra
‐
low
temperature
cabinet
products
has
very
strict
requirement
for
vacuum
degree,
the
system
will
occur
bad
refrigeration
or
non
‐
refrigeration
due
to
insufficient
vacuum.
Therefore,
it
is
required
that
maintenance
shop
shall
spend
more
time
in
vacuumizing
this
series
of
products
than
normal
refrigerators;
vacuum
pump
above
two
liters
needs
more
than
6
hours,
vacuum
pump
below
two
liters
needs
more
than
8
hours.
To
ensure
vacuum
degree,
when
one
system
is
being
repaired,
it
is
required
that
two
vacuum
pumps
(high
and
low
pressure)
shall
vacuumize
separately
at
the
same
time,
pressure
gage
and
gage
valve
shall
be
installed
on
high
and
low
pressure
infusion
tubes.
When
evacuation
time
has
been
reached,
firstly,
stop
high
pressure
evacuation,
and
the
opening
of
high
temperature
infusion
tube
shall
be
sealed
and
welded
immediately(as
the
pressure
of
freezing
medium
is
too
high,
when
a
machine
is
refrigerating,
high
pressure
can
not
seal
the
opening),
low
pressure
evacuation
shall
continue
for
an
hour.
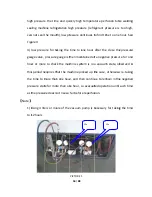
During
this
period,
prepare
freezing
medium
needed
for
infusion
and
relevant
equipment.
After
one
hour
low
pressure
evacuation,
turn
off
pressure
gage
valve;
now,
it
is
required
that
the
machine
shall
keep
the
state
of
negative
pressure
for
more
than
one
hour
to
check
if
machine
system
is
in
vacuum
state
or
not.
During
this
period,
check
if
pressure
gage
appears
the
condition
of
rising,
otherwise,
re
‐
vacuumize
for
more
than
one
hour,
then
keep
the
state
of
negative
pressure
for
more
than
one
hour,
carry
out
such
evacuation
operation
until
pressure
doesn’t
rise,
then
infusion
can
be
carried
out.
Summary of Contents for DW-86L288
Page 7: ...7 88 Product appearance DW 86L388 486 628 728 828 ...
Page 8: ...8 88 DW 86L288 DW 86L338 388A ...
Page 9: ...9 88 DW 86L490 DW 86W100 ...
Page 10: ...10 88 DW 86W420 ...
Page 11: ...11 88 Dimensions DW 86W100 ...
Page 12: ...12 88 DW 86L490 ...
Page 29: ...29 88 product nameplate For example DW 86L338 ...
Page 55: ...55 88 PICTURE 2 PICTURE 3 PICTURE 4 U Unit Pa 3Pa ...







































































