

















-
11
-
6.2.2 Long weld seam and large current welding
a. Switch the end arc ON/OFF to ‘ON’ position.
b. Adjust the ‘welding current’, ‘welding voltage’ knobs according to welding preference.
c. Press the torch switch, arc will be ignited, then the welder will enter normal working state,
the torch switch can be now release, the welder will continue to weld; press the torch switch
again, the welder will enter an ending arc (filling arc crater) state, and output a smaller norm,
now release the torch switch, the welder will stop welding.
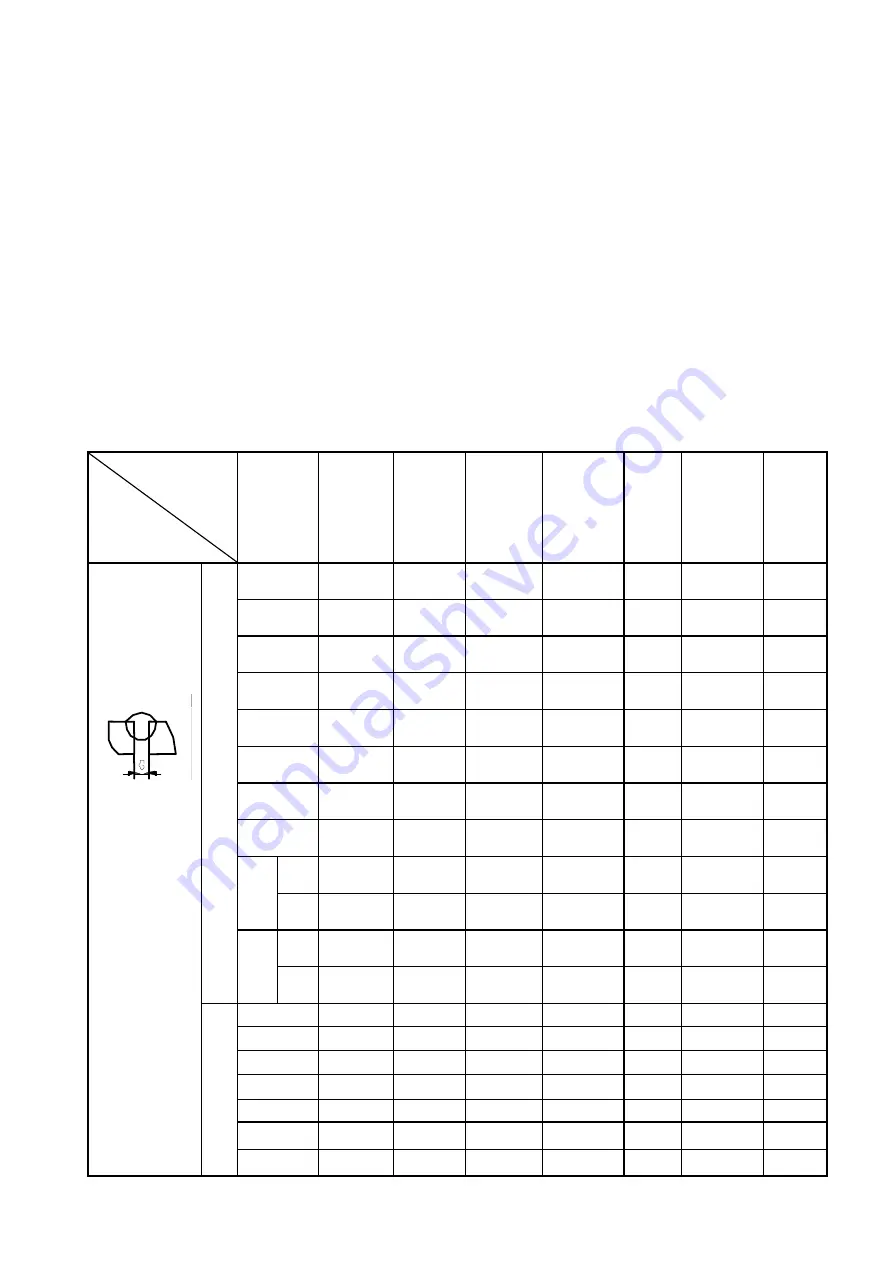
6.3 process specification
Table 5 welding technology specification 1
Plate
thickness
(mm)
Wire
diameter
Φ
(mm)
Root
gap
(mm)
Welding
Current
(A)
Welding
Voltage
(V)
Weldi
ng
speed
(cm/
min)
Distance
between
nozzle
and base
metal
(mm)
Gas
Flow
(L/min)
I-shaped
butt welding
Lo
w
sp
eed
co
nd
itio
n
0.8
0.8,
0.9
0
60
70
16
16.5
50
60
10
10
1.0
0.8,
0.9
0
75
85
17
17.5
50
6
0
10
10
15
1.2
0.8,
0.9
0
80
90
17
18
50
6
0
10
10
15
1.6
0.8,
0.9
0
95
105
18
19
45
50
10
10
15
2.0
1.0,
1.2
0
0.5
110
120
19
19.5
45
50
10
10
15
2.3
1.0,
1.2
0.5
1.0
120
130
19.5
20
45
50
10
10
15
3.2
1.0,
1.2
1.0
1.2
140
150
20
21
45
50
10
15
10
15
4.5
1.0,
1.2
1.0
1.5
170
185
22
23
40
50
15
15
6.
0
1.2
1.2
1.5
230
260
24
26
40
50
15
15
20
1.2
1.2
1.5
230
260
24
26
40
50
15
15
20
9.
0
1.2
1.2
1.5
320
340
32
34
40
50
15
15
20
1.2
1.2
1.5
320
340
32
34
40
50
152
15
20
H
igh
sp
eed
co
nd
itio
n
0.8
0.8,0.9
0
89
16.5
120
10
15
1.0
0.8,0.9
0
100
17
120
10
15
1.2
0.8,0.9
0
110
18
120
10
15
1.6
1.0,1.2
0
160
19
120
10
15
2.0
1.0,1.2
0
180
20
80
15
15
2.3
1.0,1.2
0
200
22
100
15
20
3.2
1.2
0
240
25
100
15
20







































































