


















Page 16
For technical questions, please call 1-888-380-0318.
Item 63793
S
AFET
y
M
AINTENAN
c
E
B
ASI
c W
EL
d
IN
g
W
EL
d
IN
g T
Ip
S
SETUP
Burn-Through
Base material melts away,
leaving a hole in the weld.
pOSSIBLE cAUSES ANd SOLUTIONS
1.
Workpiece overheating:
Reduce current and/or wire feed speed.
2.
Travel speed too slow:
Increase travel speed and ensure
that travel speed is kept steady.
3.
Excessive material at weld:
Reduce wire feed speed.
TOP
VIEW
crooked/Wavy Bead
pOSSIBLE cAUSES ANd SOLUTIONS
1.
Inaccurate welding:
Use two hands or rest hand on steady surface.
2.
Inconsistent travel speed:
Maintain steady travel speed.
3.
cTWd too long:
Reduce CTWD.
TOP
VIEW
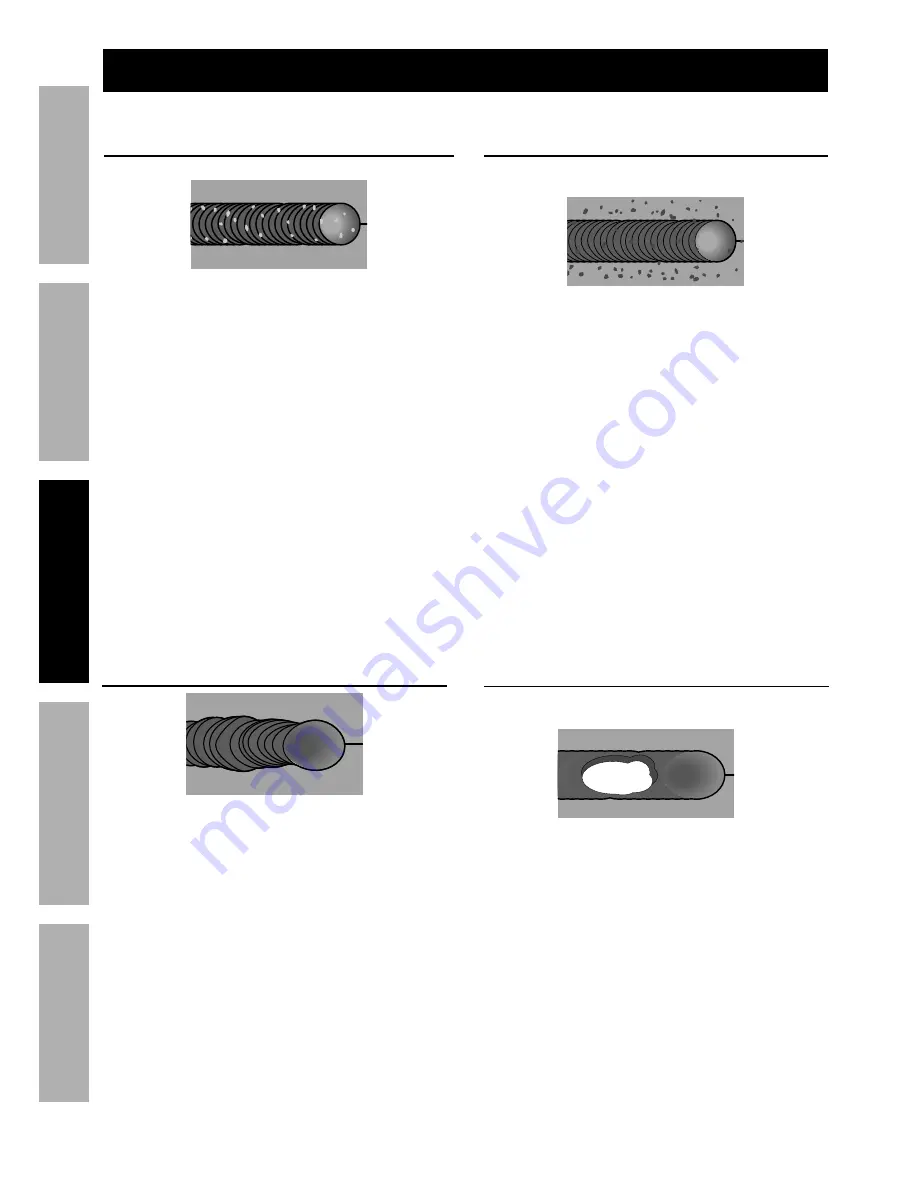
porosity
Small cavities or holes in the bead.
pOSSIBLE cAUSES ANd SOLUTIONS
1.
Incorrect polarity:
Check that polarity is set correctly
for type of welding.
2.
Insufficient shielding gas (MIG only):
Increase flow of gas.
Clean nozzle.
Maintain proper CTWD.
3.
Incorrect shielding gas (MIG only):
Use shielding gas recommended by wire supplier.
4.
dirty workpiece or welding wire:
Clean workpiece down to bare metal.
Make certain that wire is clean and free
from oil, coatings, and other residues.
5.
Inconsistent travel speed:
Maintain steady travel speed.
6.
cTWd too long:
Reduce CTWD.
TOP
VIEW
Excessive Spatter
Fine spatter is normal.
Spatter that is grainy and large is a problem.
pOSSIBLE cAUSES ANd SOLUTIONS
1.
dirty workpiece or welding wire:
Clean workpiece down to bare metal.
Make certain that wire is clean and free
from oil, coatings, and other residues.
2.
Incorrect polarity:
Check that polarity is set correctly
for type of welding.
3.
Insufficient shielding gas (MIG only):
Increase flow of gas.
Clean nozzle.
Maintain proper CTWD.
4.
Wire feeding too fast:
Reduce wire feed speed.
5.
cTWd too long:
Reduce CTWD.
TOP
VIEW
Weld problems







































































