

























19
Banana Ripening Room
Banana hands or cluster shipped greens in fiberboard cartons,
10” x 16” x 22”, holding 42 lb. net (47 lbs. gross weight) with
864 boxes (3,288) lbs, net in a carload lot. Temperature held 56 to
58ºF.
Ripening facility consists of 5 or more air tight rooms to permit a
completely weekly turn-over (1/2 carload room, measuring 30’ x
6’ x 22’H outside, holds 432 boxes packed, 24 boxes each on 18
pallets stacked 3 high by 6 long). Ripening process started with
ethylene gas and ripening schedules maintained by control of
room temperatures.
Heating is provided to bring the load up to temperature before
ripening process is initiated. 12 to 20 Kw per carload. (Electric
heater sheath temperature not over 600ºF. in dead still air).
Evaporators are selected at a T.D. of 15ºF., or less, with evaporator
temperature controlled at no less than 40ºF. Approximately 12.5
cfm at 2/3” to 3/4” static per 41 lb. box of bananas.
Pull down load for 1ºF./hr. pull down rate based on maximum heat
of respiration of 2.5 BTU/lb. and 0.8 sp. ht. for bananas and 0.4 for
fiberboard boxing, plus minimal wall losses etc., 80 to 85 BTU/hr./
box of bananas. Holding load approximately 44 BTU/hr./box.
Extracted from ASHRAE 1974 APPLICATION HANDBOOK.
Loading: 5.3 lbs./Cu. Ft. of box, 11.28 lbs. net per pallet
Number
Evaporator
Approx.
Elect.
Room
Boxes
BTU Per
CFM Air
Heat
Size
Prod.
10º TD
Volume
Input
1/2 Car
432
36000
6000
6Kw
1 Car
864
72000
12000
12Kw
2 Car
1728
144000
24000
24Kw
Table 16
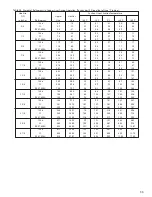
Banana Rooms – Refrigeration Requirements
Floor
Approx. 65% R.H.
SQ FT
Room Temp.
55ºF.
50ºF.
100
93
105
200
88
99
300
85
95
400
81
90
500
78
87
600
75
85
700
72
81
800
69
78
900
67
75
1000
65
73
1200
62
69
Room Loads based on continuous
operation and includes allowance
for average number of personnel,
processing equipment, etc., with
glass panel in one wall and walls
and ceiling insulated with 3” of
styrene with box located in air
conditioned area. Evaporator
should be low outlet velocity type
to avoid drafts and should be
selected for continuous operation
and not less than 30ºF. evap. temp.
Table 17
Meat Cutting/Prep Room Load
(BTU/HR/SQ FT of floor area)
Table 18
Rapid load selection for back bars
(Based on 2” glass fiber or equivalent insulation and 50ºF., T.D.)
Back Bar
BTU/Hour Load Based on
Length in feet
16 Hour Compressor Operation
6 Feet
1,060
8 Feet
1,416
10 Feet
1,770
12 Feet
2,120
15 Feet
2,650
20 Feet
3,540
Table 19
Refrigeration requirements for hardening ice cream
Overrun
Hardening Load, BTU
Percent
per Gal. Ice Cream
60
532
70
500
80
470
90
447
100
425
110
405
120
386
Percentage overrun =
100 x Wt. per gal. of mix - Wt. per gal. of ice cream
Wt. per gal. of ice cream
Ice cream assumed at 25ºF., and 30% frozen, entering
hardening room.
To retain a smooth texture in hardened ice cream, it
is necessary to freeze the remaining water content
rapidly. With forced air circulation, time to harden
will be about 10 hours with room maintained at
-20. Hardening rooms are usually sized to allow for
minimum of 3 times the daily peak production and for
a stock of all flavors with the size based on 10 gallons
per sq. ft. stacked solid 6 ft. high, including space for
isles.
Reprinted by permission from
ASHRAE 1974 APPLICATION HANDBOOK
Table 20
Glass Door Loads
Box
BTU per
Temperature
Door
+35
1060
+30
960
0
1730
-10
1730
-20
1730
* Adjusted for 16-18 hour run time. Multiply number of doors
times door load above and add to box load.







































































