





























173
HEIDENHAIN TNC 426 B, TNC 430
ú
2nd set-up clearance Q204 (incremental value):
Coordinate in the tool axis at which no collision
between tool and workpiece (clamping devices) can
occur.
ú
Center in 1st axis Q216 (absolute value): Center of the
stud in the main axis of the working plane
ú
Center in 2nd axis Q217 (absolute value): Center of the
stud in the secondary axis of the working plane
ú
First side length Q218 (incremental value): Stud
length, parallel to the main axis of the working plane
ú
Second side length Q219 (incremental value): Stud
length, parallel to the secondary axis of the working
plane
ú
Corner radius Q220: Radius of the stud corner
ú
Allowance in 1st axis Q221 (incremental value):
Allowance in the main axis of the working plane
referenced to the length of the stud.
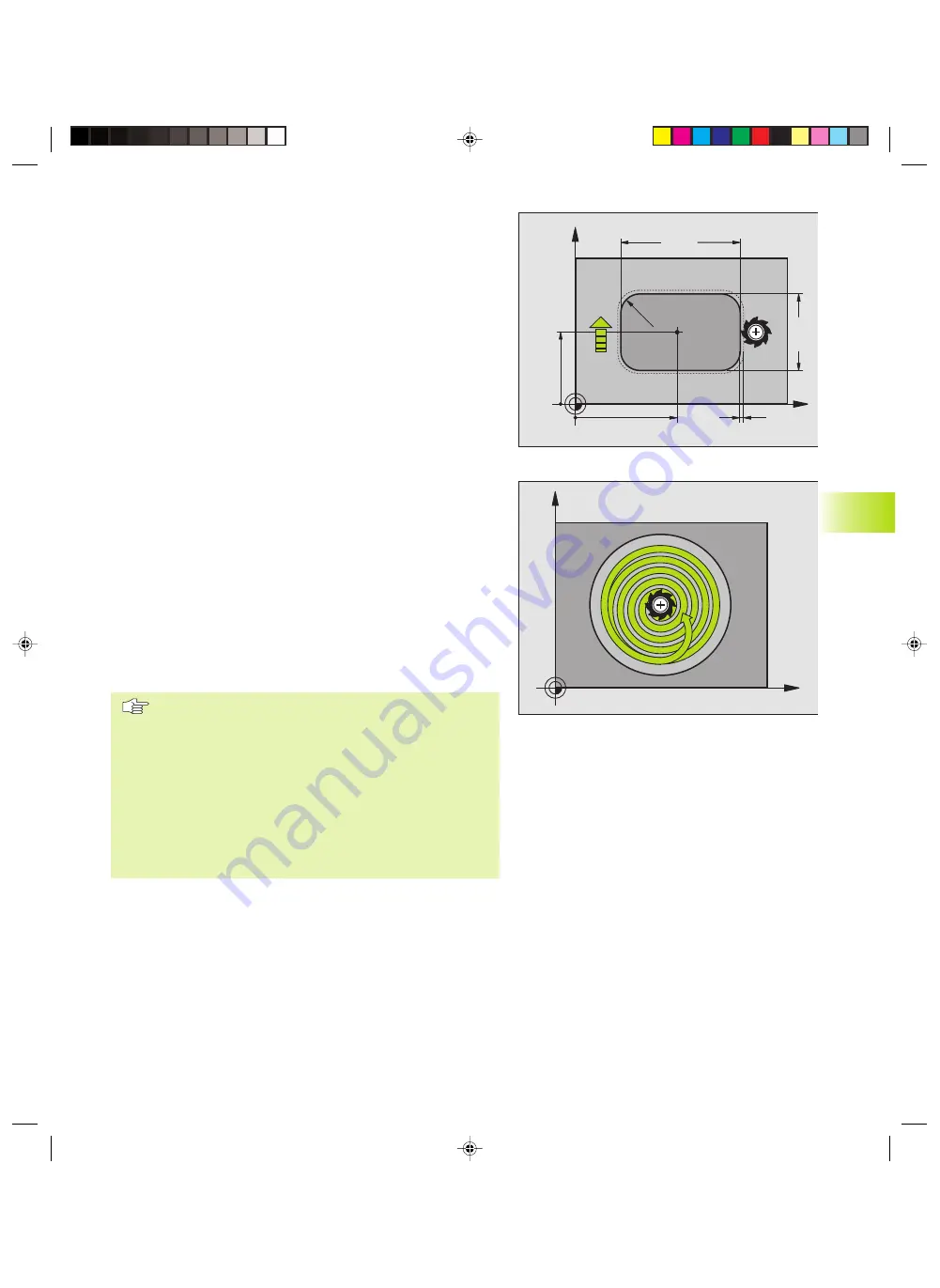
CIRCULAR POCKET MILLING (Cycle 5)
1
The tool penetrates the workpiece at the starting position (pocket
center) and advances to the first plunging depth.
2
The tool subsequently follows a spiral path at the feed rate F —
see figure at right. For calculating the stepover factor k, see Cycle
4 POCKET MILLING.
3
This process is repeated until the depth is reached.
4
At the end of the cycle, the TNC retracts the tool to the starting
position.
Before programming, note the following:
Program a positioning block for the starting point (pocket
center) in the working plane with RADIUS
COMPENSATION R0.
Program a positioning block for the starting point in the
tool axis (set-up clearance above the workpiece surface).
The algebraic sign for the depth parameter determines
the working direction.
This cycle requires a center-cut end mill (ISO 1641), or
pilot drilling at the pocket center.
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
8.3 Cy
cle f
or Milling P
o
c
k
ets,
St
uds and Slots
X
Y
kkap8.pm6
30.06.2006, 07:03
173
www.EngineeringBooksPdf.com
Summary of Contents for TNC 426 B
Page 3: ...BAUSKLA PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Page 4: ...BAUSKLA PM6 30 06 2006 07 03 3 www EngineeringBooksPdf com ...
Page 6: ...CINHALT PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Page 16: ...CINHALT PM6 30 06 2006 07 03 12 www EngineeringBooksPdf com ...
Page 17: ...Introduction 1 Dkap1 pm6 30 06 2006 07 03 1 www EngineeringBooksPdf com ...
Page 29: ...Manual Operation and Setup 2 Dkap2_3 pm6 30 06 2006 07 03 13 www EngineeringBooksPdf com ...
Page 83: ...Programming Tools 5 Fkap5 pm6 30 06 2006 07 03 67 www EngineeringBooksPdf com ...
Page 106: ...Fkap5 pm6 30 06 2006 07 03 90 www EngineeringBooksPdf com ...
Page 107: ...Programming Programming Contours 6 Gkap6 pm6 30 06 2006 07 04 91 www EngineeringBooksPdf com ...
Page 165: ...Hkap7 pm6 30 06 2006 07 03 150 www EngineeringBooksPdf com ...
Page 166: ...Programming Cycles 8 kkap8 pm6 30 06 2006 07 03 151 www EngineeringBooksPdf com ...
Page 253: ...kkap8 pm6 30 06 2006 07 04 238 www EngineeringBooksPdf com ...
Page 265: ...LKAP9 PM6 30 06 2006 07 04 250 www EngineeringBooksPdf com ...
Page 266: ...Programming Q Parameters 10 MKAP10 PM6 30 06 2006 07 04 251 www EngineeringBooksPdf com ...
Page 297: ...MKAP10 PM6 30 06 2006 07 04 282 www EngineeringBooksPdf com ...
Page 298: ...Test Run and Program Run 11 NKAP11 PM6 30 06 2006 07 04 283 www EngineeringBooksPdf com ...
Page 312: ...MOD Functions 12 Okap12 pm6 30 06 2006 07 04 297 www EngineeringBooksPdf com ...
Page 332: ...Tables and Overviews 13 Pkap13 pm6 30 06 2006 07 04 317 www EngineeringBooksPdf com ...







































































