





























Subprograms and program section repeats
8.4
Any desired program as subprogram
8
312
HEIDENHAIN | TNC 620 | ISO Programming User's Manual | 9/2016
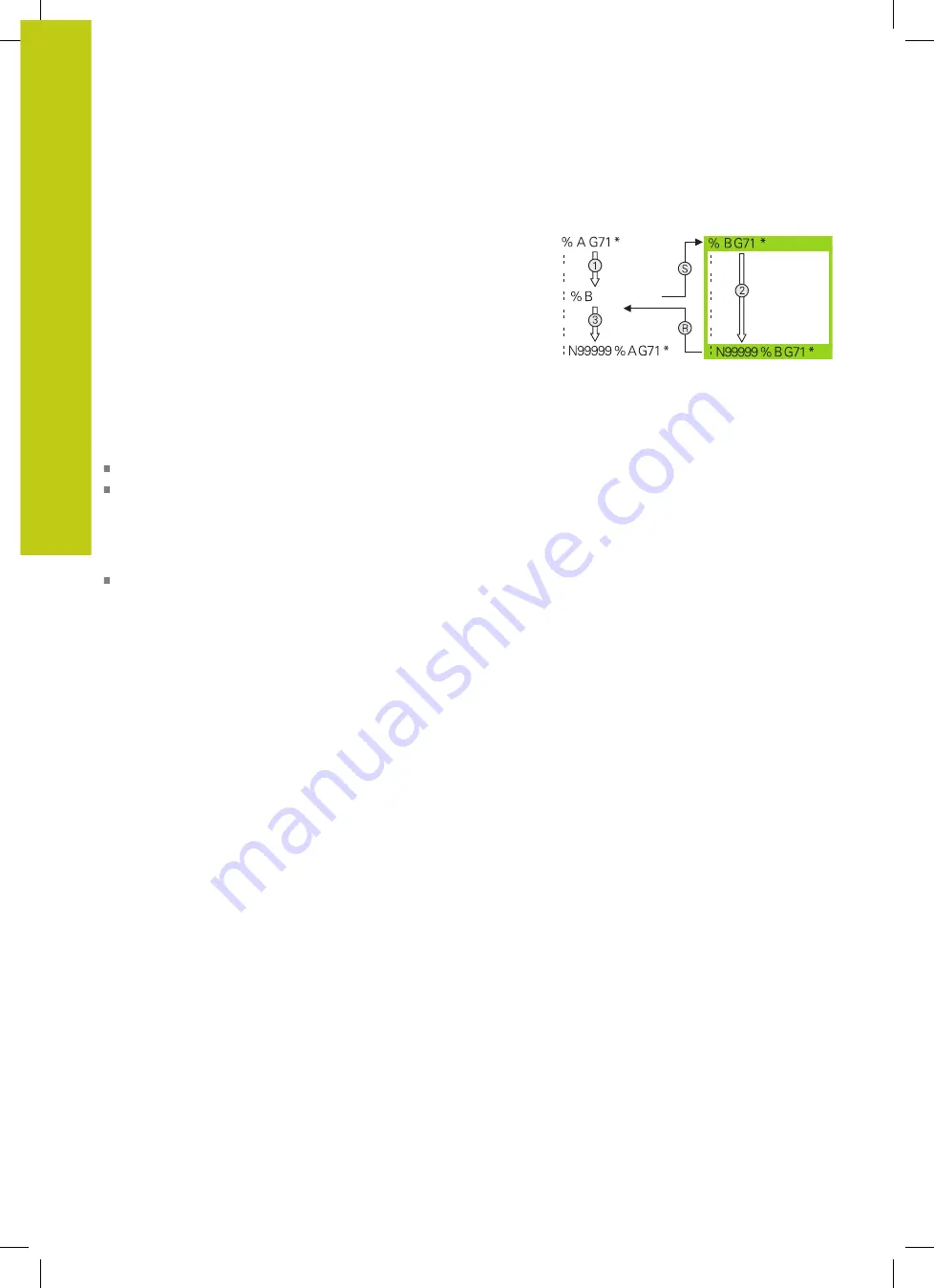
Operating sequence
1 The TNC executes the part program up to the block in which
another program is called with
%
2 Then the other part program is run from beginning to end
3 The TNC then resumes the first part program (i.e. the calling
program) with the block after the program call
Programming notes
The TNC does not need any labels to call any part program
The called program must not contain the miscellaneous
functions
M2
or
M30
. If you have defined subprograms with
labels in the called part program, you then need to replace M2
or M30 with the
D09 P01 +0 P02 +0 P03 99
jump function to
force a jump over this program section
The called part program must not contain a
%
call into the calling
part program, otherwise an infinite loop will result
Summary of Contents for TNC 620 Programming Station
Page 4: ......
Page 5: ...Fundamentals ...
Page 28: ...Contents 28 HEIDENHAIN TNC 620 ISO Programming User s Manual 9 2016 ...
Page 57: ...1 First Steps with the TNC 620 ...
Page 77: ...2 Introduction ...
Page 110: ......
Page 111: ...3 Fundamentals file management ...
Page 166: ......
Page 167: ...4 Programming aids ...
Page 194: ......
Page 195: ...5 Tools ...
Page 234: ......
Page 235: ...6 Programming contours ...
Page 284: ......
Page 285: ...7 Data transfer from CAD files ...
Page 304: ......
Page 305: ...8 Subprograms and program section repeats ...
Page 323: ...9 Programming Q parameters ...
Page 384: ......
Page 385: ...10 Miscellaneous functions ...
Page 407: ...11 Special functions ...
Page 433: ...12 Multiple axis machining ...
Page 475: ...13 Pallet management ...
Page 480: ......
Page 481: ...14 Manual Operation and Setup ...
Page 549: ...15 Positioning with Manual Data Input ...
Page 554: ......
Page 555: ...16 Test Run and Program Run ...
Page 590: ......
Page 591: ...17 MOD Functions ...
Page 622: ......
Page 623: ...18 Tables and Overviews ...







































































