





























Fundamentals
3.1
3
HEIDENHAIN | TNC 620 | ISO Programming User's Manual | 9/2016
117
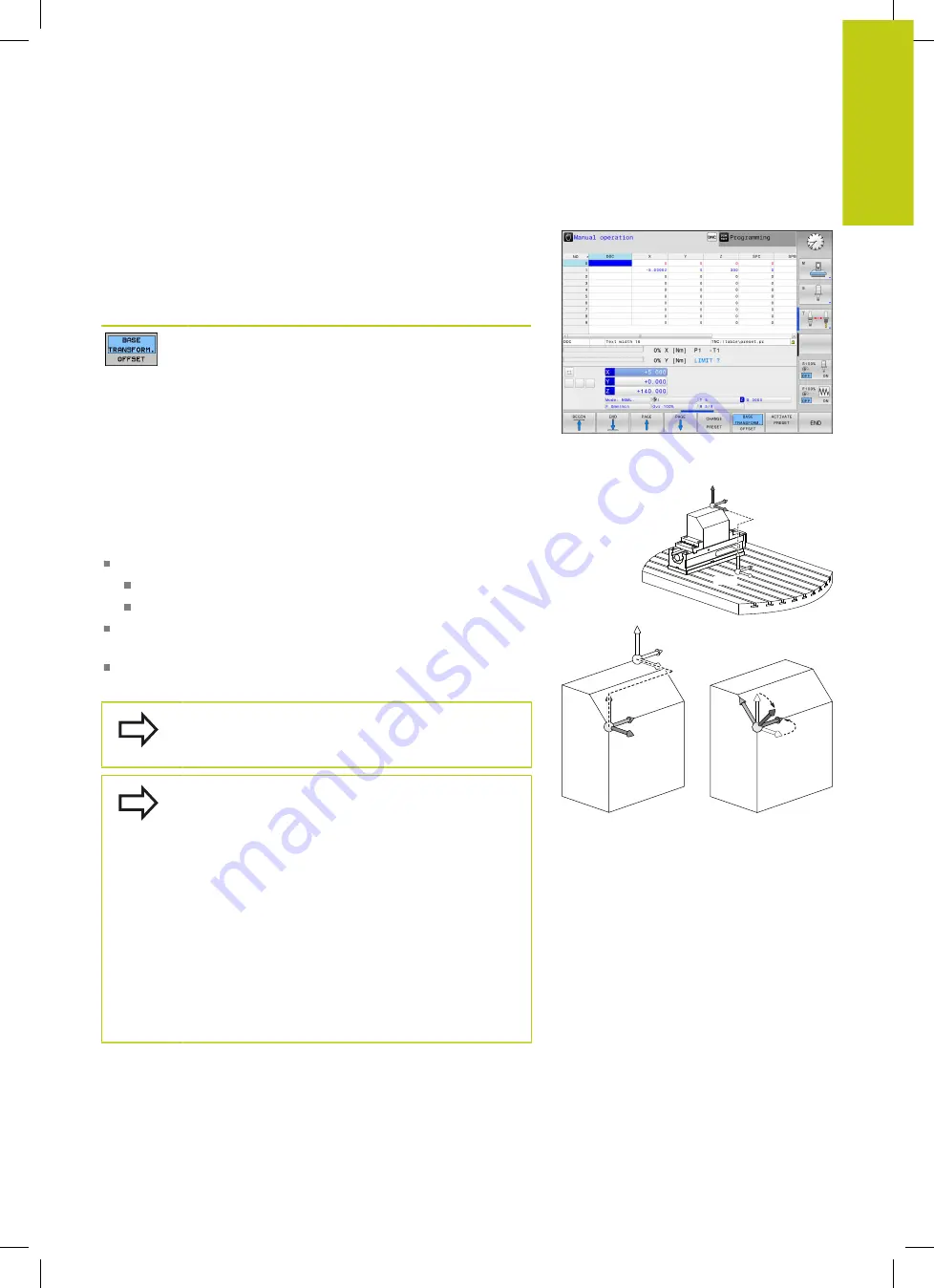
Workpiece coordinate system W-CS
The workpiece coordinate system is a 3-D Cartesian coordinate
system. Its coordinate origin is the active reference point.
The position and orientation of the workpiece coordinate system
depend on the
BASE TRANSFORM.
values of the active preset line.
Soft key
Application
The user determines the position and orientation
of the workpiece coordinate system by using a 3-
D touch probe for example. The control saves the
values determined related to the basic coordinate
system as
BASE TRANSFORM.
values in the preset
table.
"Datum management with the preset table",
page 503
In the workpiece coordinate system the user defines the position
and orientation of the working plane coordinate system with use of
transformations.
Transformations in the workpiece coordinate system:
3D ROT
functions
PLANE
functions
Cycle 19
WORKING PLANE
Cycle 7
DATUM SHIFT
(shifting
before
tilting the working plane)
Cycle 8
MIRRORING
(mirroring
before
tilting the working plane)
The result of transformations built up on each other
depends on the programming sequence.
Without active transformations in the workpiece
coordinate system, the position and orientation of
the working plane coordinate system and workpiece
coordinate system are identical.
There are no transformations in the workpiece
coordinate system on 3-axis machine tools or with
pure 3-axis machining. The
BASE TRANSFORM.
values of the active preset line are directly affective
on the working plane coordinate system with this
assumption.
Other transformations are of course possible in
the working plane coordinate system.
"Working plane coordinate system
W-CS
B-CS
WPL-CS
W-CS
WPL-CS
Summary of Contents for TNC 620 Programming Station
Page 4: ......
Page 5: ...Fundamentals ...
Page 28: ...Contents 28 HEIDENHAIN TNC 620 ISO Programming User s Manual 9 2016 ...
Page 57: ...1 First Steps with the TNC 620 ...
Page 77: ...2 Introduction ...
Page 110: ......
Page 111: ...3 Fundamentals file management ...
Page 166: ......
Page 167: ...4 Programming aids ...
Page 194: ......
Page 195: ...5 Tools ...
Page 234: ......
Page 235: ...6 Programming contours ...
Page 284: ......
Page 285: ...7 Data transfer from CAD files ...
Page 304: ......
Page 305: ...8 Subprograms and program section repeats ...
Page 323: ...9 Programming Q parameters ...
Page 384: ......
Page 385: ...10 Miscellaneous functions ...
Page 407: ...11 Special functions ...
Page 433: ...12 Multiple axis machining ...
Page 475: ...13 Pallet management ...
Page 480: ......
Page 481: ...14 Manual Operation and Setup ...
Page 549: ...15 Positioning with Manual Data Input ...
Page 554: ......
Page 555: ...16 Test Run and Program Run ...
Page 590: ......
Page 591: ...17 MOD Functions ...
Page 622: ......
Page 623: ...18 Tables and Overviews ...







































































