





























Path contours – Polar coordinates
6.5
6
HEIDENHAIN | TNC 620 | ISO Programming User's Manual | 9/2016
267
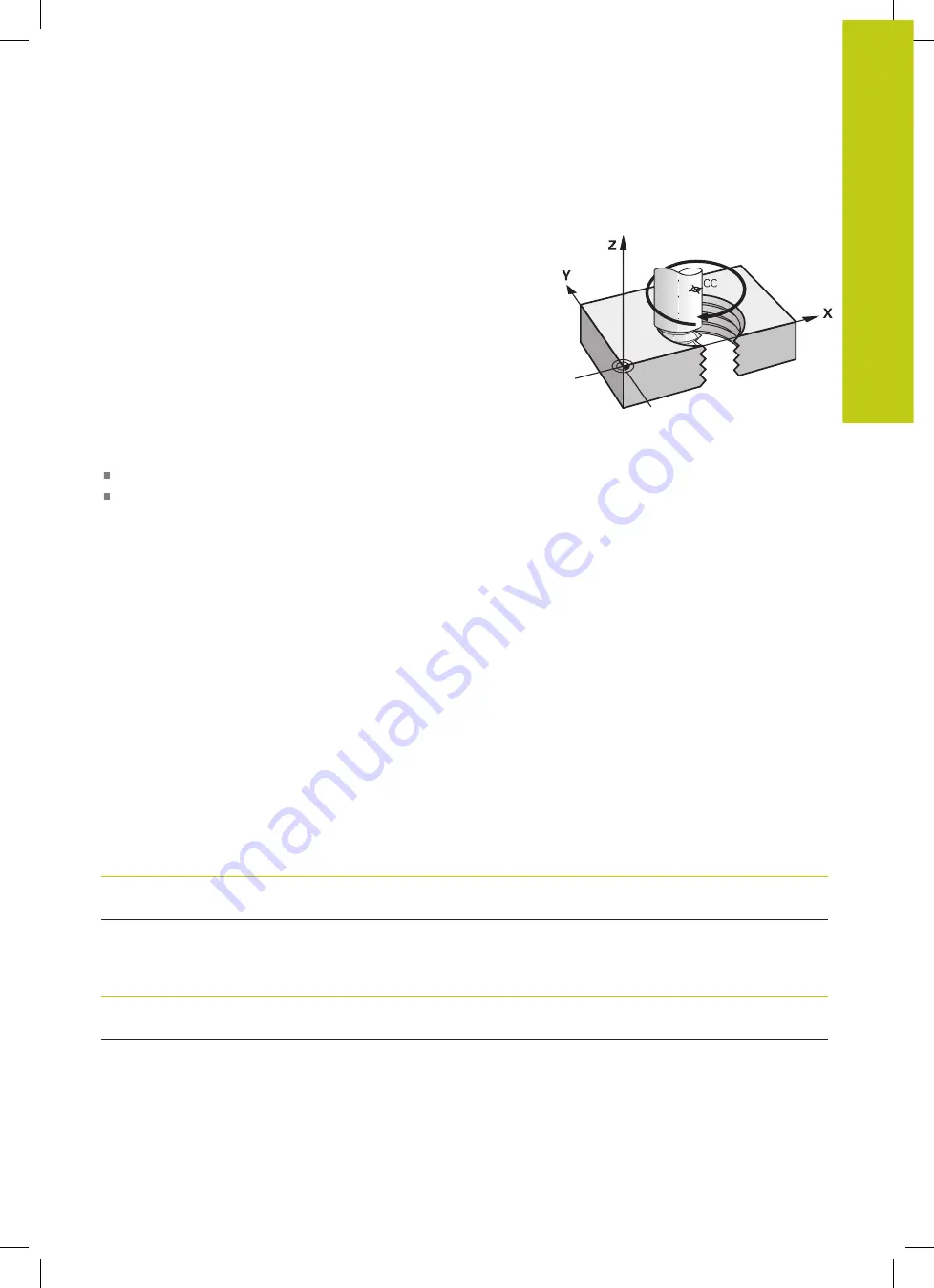
Helix
A helix is a combination of a circular movement in a main plane and
a linear movement perpendicular to this plane. You program the
circular path in a main plane.
A helix is programmed only in polar coordinates.
Application
Large-diameter internal and external threads
Lubrication grooves
Calculating the helix
To program a helix, you must enter the total angle through which
the tool is to move on the helix in incremental dimensions, and the
total height of the helix.
Thread revolutions n:
Thread revol overrun at start and
end of thread
Total height h:
Thread pitch P times thread revolutions
n
Incremental total angle
G91 H
:
Thread revolutions x 360° + angle for
beginning of angle for thread
overrun
Starting coordinate Z:
Pitch P times (thread revol
thread overrun at start of thread)
Shape of the helix
The table below illustrates in which way the shape of the helix is
determined by the work direction, direction of rotation and radius
compensation.
Internal thread
Work direction
Direction of rotation
Radius compensation
Right-hand
Left-hand
Z+
Z+
G13
G12
G41
G42
Right-hand
Left-hand
Z–
Z–
G12
G13
G42
G41
External thread
Right-hand
Left-hand
Z+
Z+
G13
G12
G42
G41
Right-hand
Left-hand
Z–
Z–
G12
G13
G41
G42
Summary of Contents for TNC 620 Programming Station
Page 4: ......
Page 5: ...Fundamentals ...
Page 28: ...Contents 28 HEIDENHAIN TNC 620 ISO Programming User s Manual 9 2016 ...
Page 57: ...1 First Steps with the TNC 620 ...
Page 77: ...2 Introduction ...
Page 110: ......
Page 111: ...3 Fundamentals file management ...
Page 166: ......
Page 167: ...4 Programming aids ...
Page 194: ......
Page 195: ...5 Tools ...
Page 234: ......
Page 235: ...6 Programming contours ...
Page 284: ......
Page 285: ...7 Data transfer from CAD files ...
Page 304: ......
Page 305: ...8 Subprograms and program section repeats ...
Page 323: ...9 Programming Q parameters ...
Page 384: ......
Page 385: ...10 Miscellaneous functions ...
Page 407: ...11 Special functions ...
Page 433: ...12 Multiple axis machining ...
Page 475: ...13 Pallet management ...
Page 480: ......
Page 481: ...14 Manual Operation and Setup ...
Page 549: ...15 Positioning with Manual Data Input ...
Page 554: ......
Page 555: ...16 Test Run and Program Run ...
Page 590: ......
Page 591: ...17 MOD Functions ...
Page 622: ......
Page 623: ...18 Tables and Overviews ...







































































