EN-11
INITIAL SETUP
•
Once unit is powered on, the display will show
“set” for a few seconds. In this time press the
left Selection key (A) to view the adjustable
parameters.
•
Use the central knob (2) and the right selec-
tion key (B) to adjust the parameter:
- Pre-air safety.
Off = Arc starts immediately
On = Pre-air before the arc starts
On CNC cutting this safety can not be acti-
vated (off).
•
Use the right selection key to confirm the pa-
rameter adjustment and return to the pre-
vious menù.
•
To reset the parameters press and hold the
right selection key (B).
•
Use the left selection key to exit.
CUTTING
CUTTING WITH A HAND TORCH
•
Select the non-continuous pilot arc mode with
the selection key (A) in the control panel.
•
The torch can be comfortably held in one
hand or steadied with two hands. Choose the
technique that feels most comfortable and
allows good control and movement. Position
the index finger or thumb to press the control
switch on the torch handle.
•
For edge starts, hold the torch perpendicular
to the workpiece with the front of the tip on
the edge of the workpiece at the point where
the cut is to start - Fig. 16.
Figure 16
to supply primary power to the system.
GROUND CABLE
•
Check for a solid ground cable connection to
the workpiece.
AUTOMATIC PURGE SYSTEM
•
Place the ON/OFF switch to the ON position.
Activate the torch button to initiate 3s gas
purge (pre-flow) to remove any condensation
that may have accumulated in the torch and
leads while the system was shut down. When
the gas purge is complete, pilot arc will be
initiated. To cool torch handle or to further
remove condensation in the torch and leads
push the torch gas purge button (B) on the
front panel of the unit.
WARNING
Do not initiate pilot arc during adjustment.
CHECKING AIR QUALITY
•
To check air quality, deactivate the torch (post-
flow) and place filter lens in front of the torch.
Any oil or moisture in the air will be visible
on the lens. DO NOT initiate pilot arc while
checking air quality.
OPERATION MODE SELECTION
•
Select the desired operation mode with the
selection key (A) in the control panel.
AIR PRESSURE REGULATION
•
Adjust the air pressure by pushing the air purge
button (B) and by acting on the air regulator (5).
•
Adjust the correct air pressure for each ope-
ration mode.
Torch 6m
H.70
Manaul cutting
3,5-4,5bar
Grid cutting
3,5-4,5bar
Gouging
2,5-4,0bar
CNC
3,5-4,5bar
For different torch length consider the following
pressure increases :
Torch Length
H.70
10/12m
+0bar
20m
+0,4bar
30m
+0,7bar
•
The display shows the adjusted air pressure in
bars. If air pressure is correctly adjusted the
LED “OK” is on. If the LEDs “Increase” or “De-
crease” are on, adjust again the air pressure
until these get off and LED “OK” lights on.
CUTTING CURRENT REGULATION
•
Adjust the cutting current by acting on the ou-
tput current knob (2).
•
With the torch in starting position, press the
control switch. After an initial gas purge (pre-
air), the pilot arc will come on and remain on
for 3 seconds until the cutting arc starts.
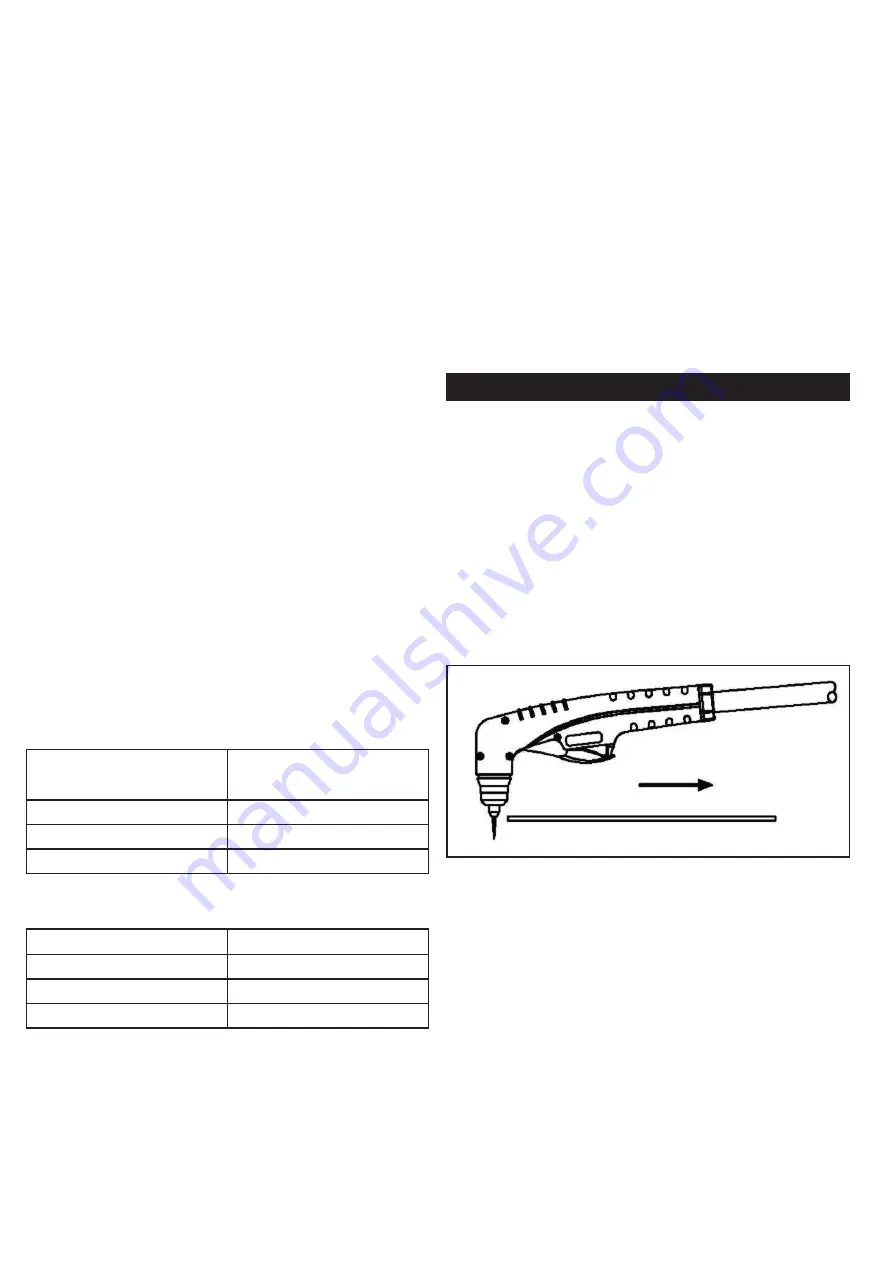
•
Once on, the main arc remains on as long
as the control switch is held down, unless the
torch is withdrawn from the work or torch
motion is too slow. Keep moving while cut-
ting. Cut at a steady speed without pausing.
Maintain the cutting speed so that the arc lag
is about 30° behind the travel direction. Fig.
17. If the cutting arc is interrupted, and the
torch trigger is still pressed, the pilot arc co-
mes back on automatically for 3 seconds.
•
To shut off the torch simply release the control
switch. When the switch is released a post-
flow will occur. If the torch trigger is pressed
during the post-flow, the pilot arc will restart.