




























IT-10
50÷250 (Iw<70A)
50÷200 ( 70A≤Iw<100A)
50÷150 (100A≤Iw<140A)
50÷120 (140A≤Iw<170A)
50÷100 (170A≤Iw)
•
Pulse frequency
Unità di misura Hz
Range di impostazione 0.5—200
Impostazione di fabbrica 0.5
PARAMETRI FISSI
•
Tempo di Pre-gas
Unità di misura S
Impostazione di fabbrica 0.1
•
Tempo di Slope UP (solo in 4T)
Unità di misura S
Impostazione di fabbrica 1
•
Percentuale durata pulsazione rispetto alla
corrente di base
Unità di misura %
Impostazione di fabbrica 50
•
Tempo di Slope Down (solo in 4T)
Unità di misura S
Impostazione di fabbrica 3
•
Tempo di Post-gas
Unità di misura S
Impostazione di fabbrica 10’’
Nota: Premere il tasto 10 in fase di ac-
censione della macchina per impostare il
tempo di post gas da 1’’ a 10’’.
SALDATURA AD ARCO
Norme generali
L’arco elettrico può essere descritto
come una fonte di luce brillante e di ca-
lore intenso. Infatti il fl usso di corrente
elettrica nell’atmosfera del gas che cir-
conda l’elettrodo e il pezzo da saldare
provocano l’emanazione di onde elettro-
magnetiche che vengono percepite come
una luce o una fonte di calore, a seconda
della lunghezza d’onda. Ad un livello im-
percettibile, l’arco produce anche luce ul-
tra-violetta e infra-rossa; i raggi ionizzati
non vengono mai percepiti. Il calore pro-
dotto dall’arco è utilizzato nel processo
di saldatura per fondere e unire assieme
parti di metallo. La corrente elettrica ne-
cessaria è fornita da una apparecchiatura
comunemente chiamata saldatrice.
- Collegate il cavo di massa al polo negati-
vo dell’inverter e la pinza di massa al pezzo
di saldatura.
- Collegate il cavo di saldatura al polo posi-
tivo dell’inverter.
- Selezionate la funzione MMA utilizzando
il tasto di selezione della modalità di saldatu-
ra 10 sul pannello frontale.
- Accendete l’inverter.
- Impostate la corrente di saldatura con la
manopola di regolazione dei parametri (2).
La corrente di saldatura deve essere scelta se-
guendo le istruzioni fornite dal produttore degli
elettrodi e scritte sulla confezione degli stessi.
Le indicazioni seguenti possono essere utili
come informazioni generali:
DIAMETRO DELL’ELETTRODO
CORRENTE DI SALDATURA
1.5mm
30 A - 40 A
2.0 mm
50 A -65 A
2.5 mm
70 A -100 A
3.25 mm
100 A - 140 A
4.0 mm
140 A - 160 A
5.0 mm
160 A - 200 A
- Proteggete la vostra faccia con una ma-
schera o con un elmetto. Toccate con l’elettro-
do inserito nella pinza portaelettrodo il pezzo
da saldare, fi no a che l’arco non si innesca.
Evitate di danneggiare il pezzo da saldare
con l’elettrodo, perche’ potrebbe liberare
il rivestimento e aumentare le diffi colta’ di
innesco dell’arco.
- Dopo l’innesco dell’arco mantenete l’elet-
trodo nella stessa posizione con un angolo
di circa 60° e muovendo da sinistra a destra
potrete controllare visivamente la saldatura.
La lunghezza dell’arco puo’ essere controlla-
ta anche alzando o abbassando leggermente
l’elettrodo. Una variazione dell’angolo di sal-
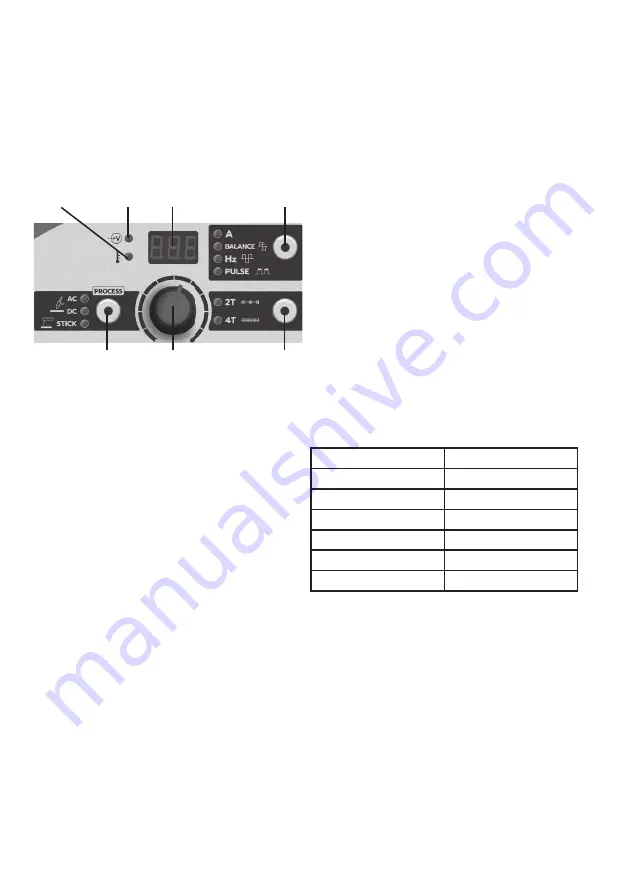
8
9
3
12
10
11
Fig.13
2
Tab.2







































































