





















23
Reassembly
Reassembly can be accomplished by following the disassembly procedure in reverse. However, special
attention should be given to the following items.
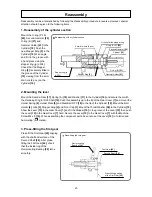
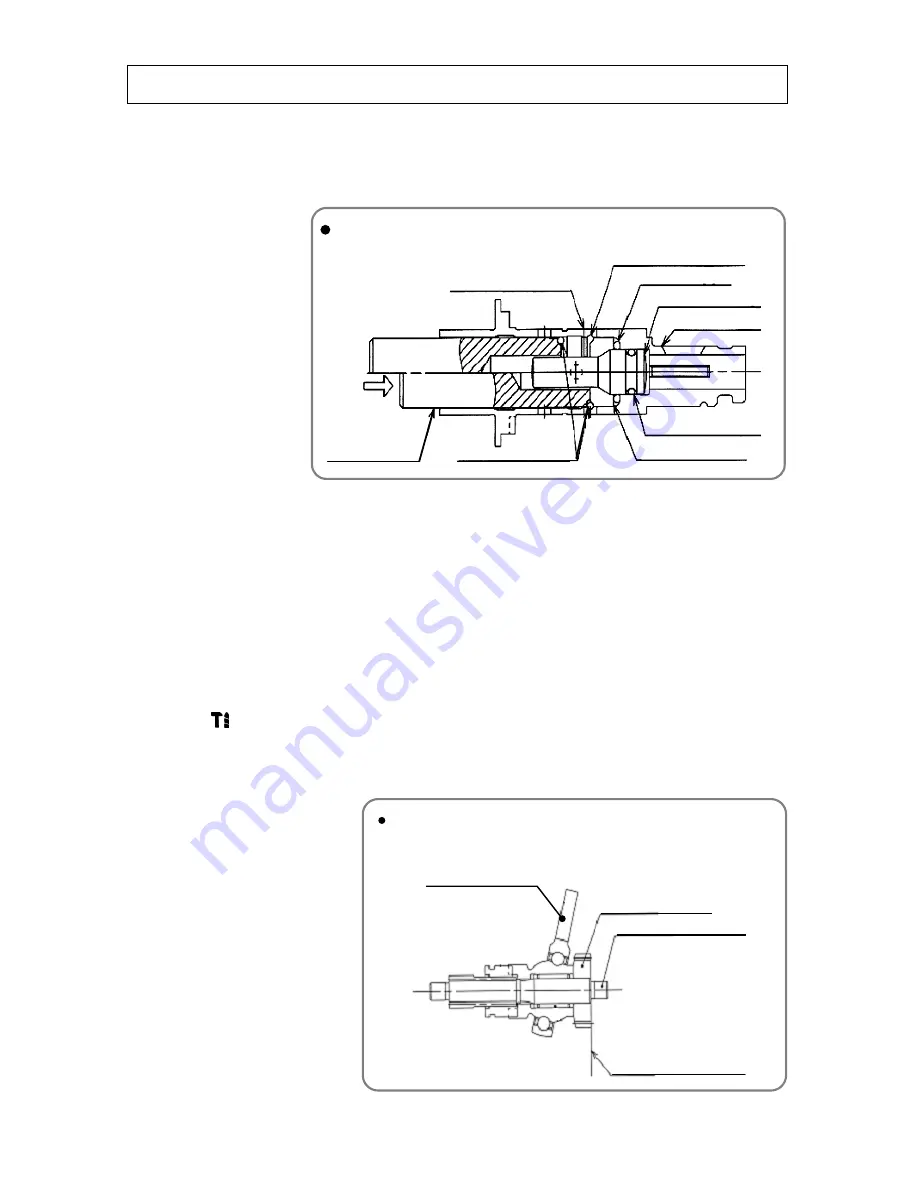
1. Reassembly of the cylinder section
Mount the O-ring (P-15)
[22]
, Second Hammer
[20]
,
O-ring (B)
[21]
and
Hammer Holder
[23]
in the
Cylinder
[19]
. Push the
new Stopper Ring
[2]
in the
Cylinder
[19]
at an angle
and fit it in the groove with
a hand press using the
stopper ring jig [J-234].
Check that the Stopper
Ring
[2]
is securely fitted in
the groove of the Cylinder
[19]
viewing from the 4 mm
dia. hole (2 pcs.) on the
Cylinder
[19]
.
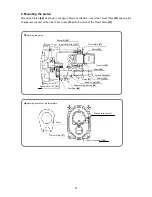
2. Mounting the lever
Mount the Second Gear
[17]
, Spring (A)
[16]
and Washer
[11]
to the Cylinder
[19]
and secure them with
the Retaining Ring for D25 Shaft
[10]
. Push this assembly up to the tip of the Gear Cover
[7]
and mount the
Holder Spring
[6]
, Holder Plate
[5]
and Steel Ball D7.0
[18]
to the tip of the Cylinder
[19]
. Mount the Ball
Holder
[4]
, Grip
[3]
, Stopper Ring
[2]
and Front Cap
[1]
. Mount the Thrust Washer
[26]
to the Cylinder
[19]
.
Show the Lever
[12]
in the Gear Cover
[7]
and fit the Stopper
[14]
in the groove of the Lever
[12]
then push
the Lever
[12]
in the Gear Cover
[7]
hard. Secure the Lever
[12]
to the Gear Cover
[7]
with the Machine
Screw M4 x 5
[15]
. When assembling the component parts, be sure to set the Lever
[12]
to “rotation and
hammering” (
marks).
3. Press-fitting the first gear
Press-fit the First Gear
[40]
aligning
with the shaft end surface of the
Second Shaft
[36]
. After press-
fitting the First Gear
[40]
, check
that the inside ring of the
Reciprocating Bearing
[38]
turns
smoothly.
Reassembly of the cylinder section
4 mm dia. hole (2 pcs.)
Groove for the stopper ring
O-ring (P-15)
[22]
Second Hammer
[20]
Cylinder
[19]
Stopper Ring
[2]
Stopper ring jig
[J-234]
Hammer Holder
[23]
O-ring (B)
[21]
Press-fitting the first gear
First Gear
[40]
Second Shaft
[36]
Reciprocating
Bearing
[38]
Press-fitting position
of the First Gear
[40]
































































