



























Summary of Contents for W200
Page 13: ...12 1 3 ª µ µ µ 1 3 J ª ...
Page 14: ...13 1 3 1 3 ª 1 3 º 1 J3 1 3 J ...
Page 15: ...14 1 3 1 3 1 3 ...
Page 16: ...15 1 3 1 3 À ª À J ...
Page 18: ...17 ª µ 1 3 ...
Page 19: ...18 1 3 J ª 1 3 Á Á ª 1 3 º Á Â Á 9µ µ µ µ J Â Á Â Â Á Â Â Á Â J Â Á Â Â Á Â 8 7 1 2 5 6 3 4 ...
Page 20: ...19 Á 1 3 1 3 Ã µ µ º ...
Page 21: ...20 J 1 3 À J 3 J 3 Å Æ J 0 Å 2 X 4 ...
Page 32: ...31 13 0 PARTS DRAWINGS EXPLOSIONZEICHNUNG W130 ...
Page 34: ...33 14 0 PARTS DRAWINGS EXPLOSIONZEICHNUNG W160 ...
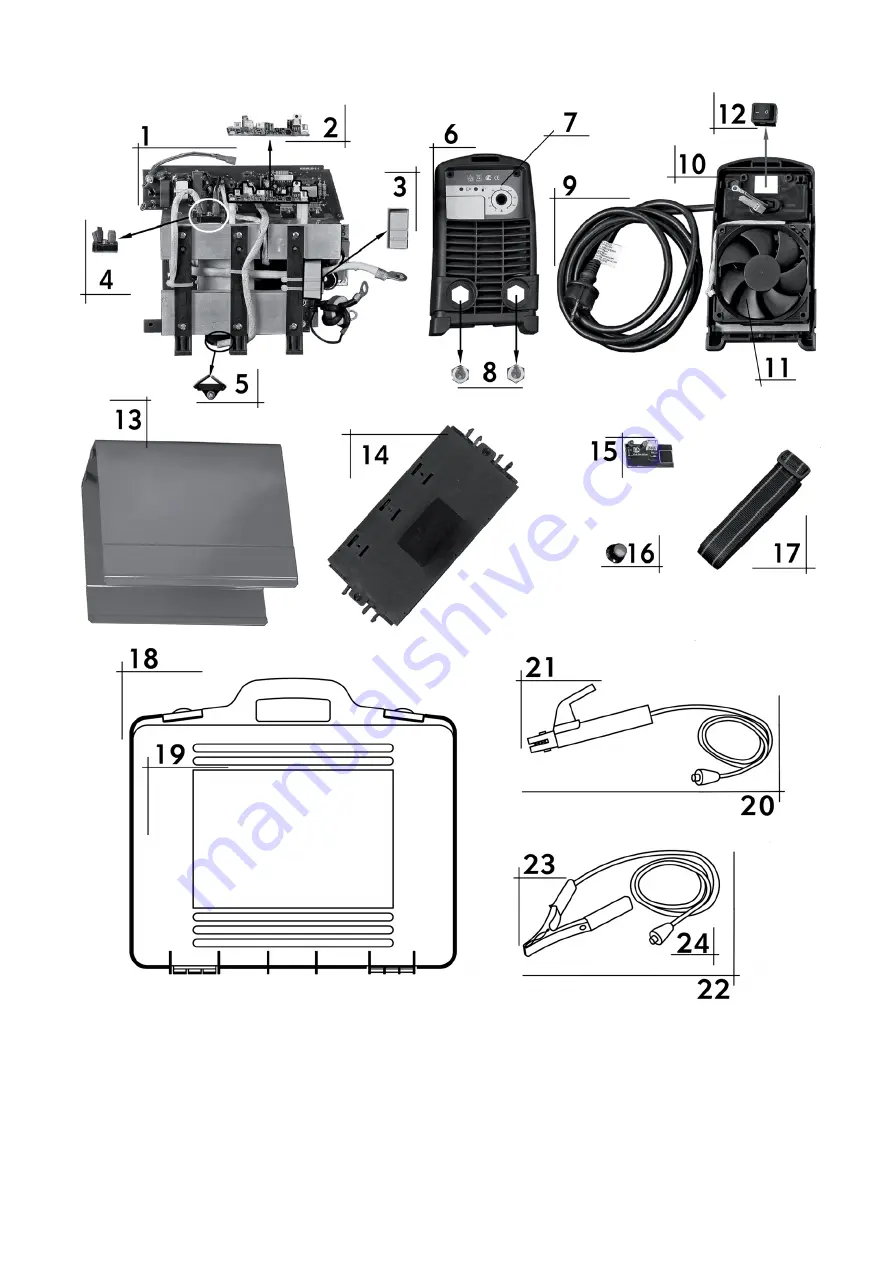
Page 36: ...35 15 0 PARTS DRAWINGS EXPLOSIONZEICHNUNG W200 ...
Page 38: ...37 16 0 WIRING DIAGRAM SCHALTPLAN W130 PCB1 PCB2 PCB3 FAN 220 230V 50 60HZ TA HALL PROBE ...
Page 39: ...38 PCB1 PCB2 PCB3 FAN 220 230V 50 60HZ TA HALL PROBE 17 0 WIRING DIAGRAM SCHALTPLAN W160 ...
Page 40: ...39 18 0 WIRING DIAGRAM SCHALTPLAN W200 ...
Page 41: ...40 HITACHI HITACHI Á HITACHI W130 HITACHI W160 Ú µ Á µ Å µ Å Å J Å 1 3 1 3 1 3 1 3 Ë ...
Page 42: ...41 9 0X9 µ µ µ µ µ µ 1 3 µ µ µ Å ...
Page 43: ...42 ÀÀÀÀÀÀÀ ÛÛÛÛÛÛÛÛÛÛ ÛÛÛÛÛÛÛÛÛ ÛÛÛÛÛÛÛÛ ÛÛÛÛÛÛÛÛÛÛÛÛ ...
Page 45: ...77611267 ...







































































