





























2
mount the piping cover in order to avoid water entering into
the unit. Seal the holes where pipes and wires are inserted,
by using a insulation (field-supplied).
3
If the field-supplied piping is connected with stop valves
directly, it is recommended use a tube bender.
4
Check to ensure that the stop valves are closed completely
before connecting pipes.
5
Connect the field supplied refrigerant pipes to the indoor unit
and outdoor unit. Apply the oil thinly at the seat flare nut and
pipe before tightening.
6
After connecting the refrigerant piping, seal the open space
between knockout hole and refrigerant pipes by using
insulation material.
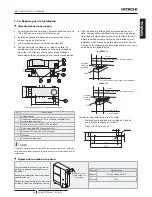
7
operation of stop valve should be performed according to
the figure below.
Outdoor unit stop valve
Spindle Type
Ball Type
liquid
Gas
(a)
Spindle valve
flare nut
Cap
Check joint for service port
Closed upon factory shipping
Tightening Torque (Nm)
liquid valve
7-9
40
10HP: 60
33-42
14-18
Gas valve
9-11
80
8/10HP: 100
(4-10)HP: 20-25
Do not apply
two spanners at
this position. If
applied, leakage
will occur
Stop valve
(Spindle type)
flare nut
Use two spanners
here for pipe
connection
Do not work with
two spanners
here.
refrigerant
leakage shall
occur
Position to apply
spanners
Don not apply two
spanners work here
Spindle type
Ball type
!
C A U T I O N
• At the test run, fully open the spindle and ball stop valve.
• If not fully opened, the devices will be damaged.
• Do not attempt to turn service valve rod beyond its stop.
• Do not loosen the stop ring. If the stop ring is loosened, it is dangerous
since the spindle will hop out.
• An excess or a shortage of refrigerant is the main cause of trouble
to the units. Charge the correct refrigerant quantity according to the
description of label at the inside of service cover.
• Check for refrigerant leakage in detail. If a large refrigerant leakage
occurs, it will cause difficulty with breathing or harmful gases would
occur if a fire was being used in the room.
8.3 BRAZING WORK
!
C A U T I O N
•
Use nitrogen gas for blowing during pipe brazing. If oxygen, acetylene or fluorocarbon gas is used, it will cause an explosion or poisonous gas.
•
A lot of oxidation film will occur inside of tubes if no nitrogen gas blowing is performed during brazing work. This film will be flecked off after
operation and will circulate in the cycle, resulting in clogged expansion valves, etc. This will cause bad influence to the compressor.
•
Use a reducer valve when nitrogen gas blowing is performed during brazing. The gas pressure should be maintained within 0.03 to 0.05 MPa. If a
excessively high pressure is applied to a pipe, it will cause an explosion.
rEfrIGErAnT PIPInG & rEfrIGErAnT CHArGE
PMML0372B rev.1 - 03/2016
10







































































