















OM-192 440 Page 18
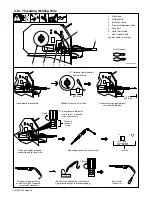
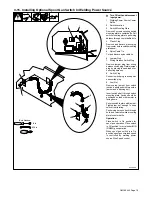
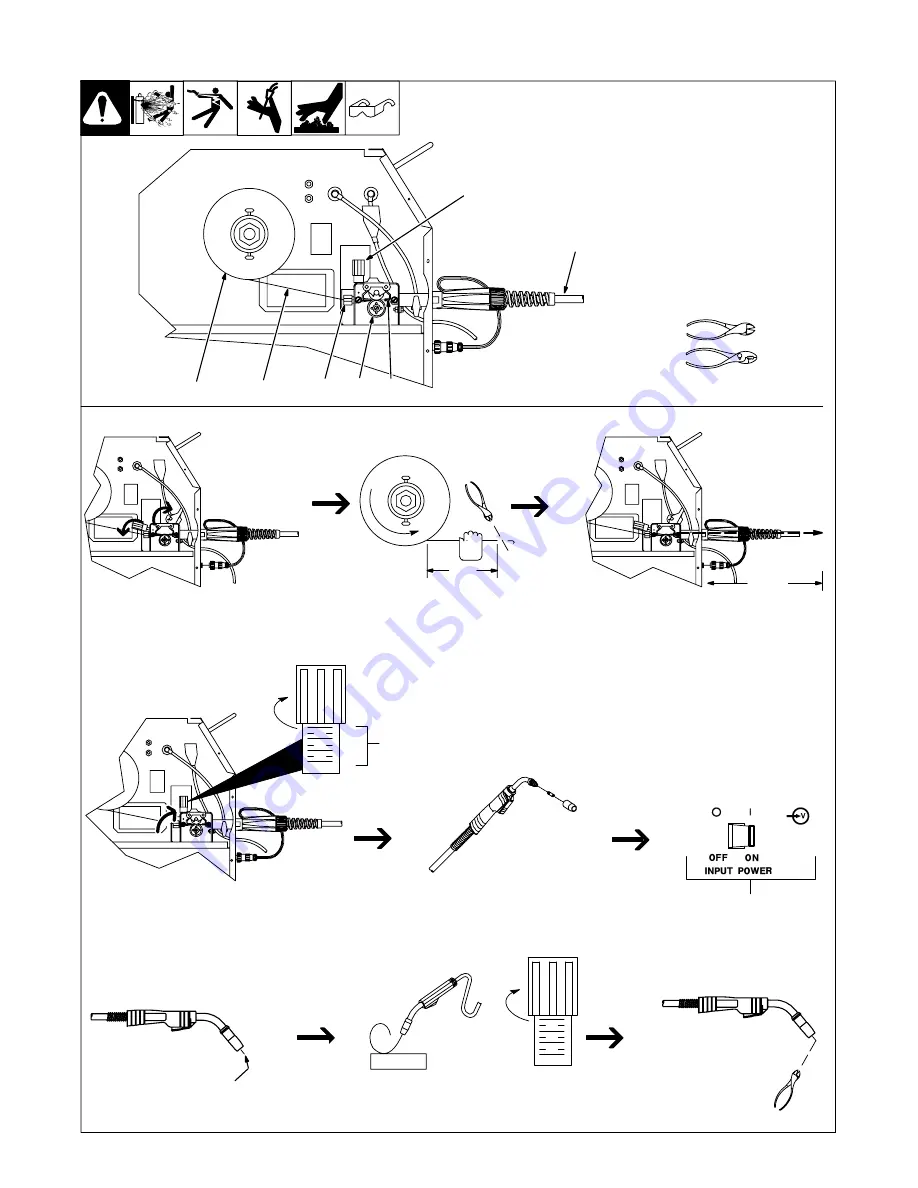
3-14. Threading Welding Wire
Ref. 802 285-D
1
Wire Spool
2
Welding Wire
3
Inlet Wire Guide
4
Pressure Adjustment Knob
5
Drive Roll
6
Outlet Wire Guide
7
Gun Conduit Cable
Lay gun cable out straight.
Tools Needed:
6 in
(150 mm)
Pull and hold wire; cut off end.
4 in
(102 mm)
Tighten
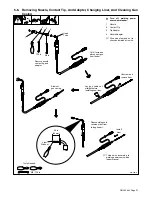
Remove gun nozzle and contact tip.
Turn On.
WOOD
Press gun trigger until wire
comes out of gun. Reinstall
contact tip and nozzle
Feed wire to check drive roll pressure.
Tighten knob enough to prevent slipping.
Cut off wire.
Close door.
Open pressure assembly.
Push wire thru guides into gun;
continue to hold wire.
Close and tighten pressure
assembly, and let go of wire.
.
Hold wire tightly to keep it
from unraveling.
1
2
3
4
.
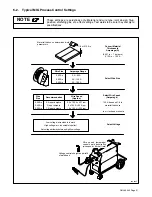
Use pressure indicator
scale to set a desired
drive roll pressure.
Pressure
Indicator
Scale
Tighten
1
2
3
4
7
6
1
2
3
5
4
Summary of Contents for IronMan 250
Page 44: ...OM 192 440 Page 40 Notes ...
Page 54: ...Notes ...







































































