
















OM-923 Page 15
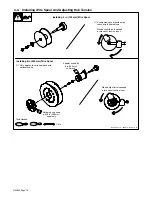
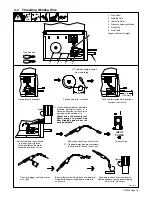
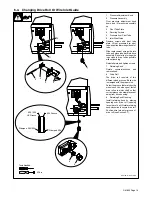
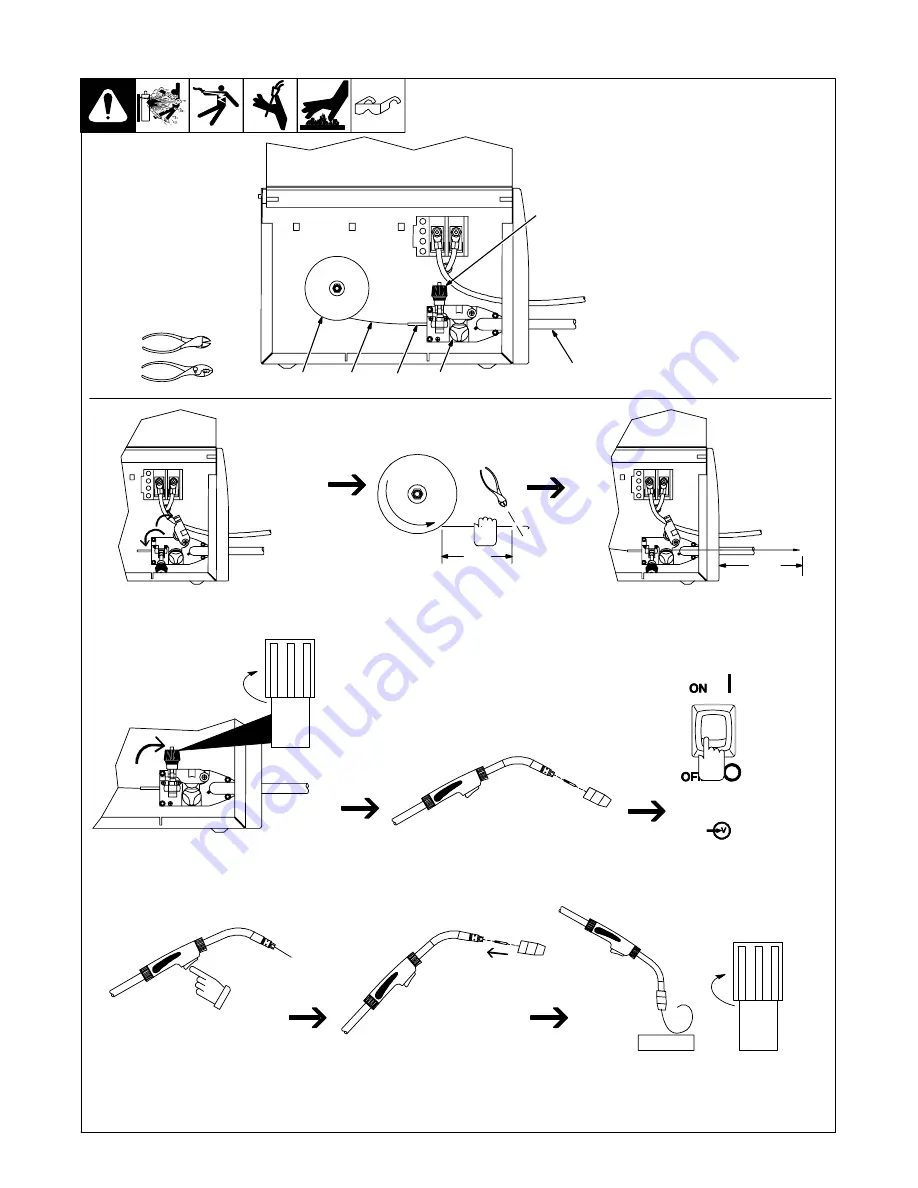
4-7. Threading Welding Wire
1
Wire Spool
2
Welding Wire
3
Inlet Wire Guide
4
Pressure Adjustment Knob
5
Drive Roll
6
Gun Cable
Lay gun cable out straight.
Tools Needed:
Pull and hold wire; cut off end.
4 in
(102 mm)
Remove gun nozzle and contact tip.
Open pressure assembly.
Push wire thru guides into gun liner;
continue to hold wire.
.
Hold wire tightly to keep it
from unraveling.
804 123-A
WOOD
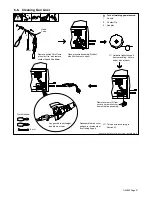
Feed wire to check drive roll pressure.
Tighten knob enough to prevent slipping.
Cut off wire. Close door.
Press gun trigger until wire comes
out of gun.
Turn power on.
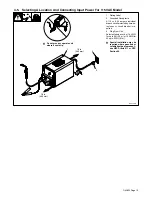
INPUT
POWER
6 in
(150 mm)
Tighten
.
Loosen knob completely, then rotate
pressure adjustment knob in a
clockwise direction until drive roll is
tight against the welding wire.
Adjust drive roll pressure just
tightly enough to prevent wire
from slipping against drive roll
during operation.
Tighten
Be sure that wire is positioned
in proper feed roll groove.
Close and tighten pressure
assembly, and let go of wire.
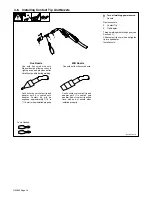
Be sure that contact tip matches wire diameter.
Reinstall tip adapter, if applicable, contact tip
and nozzle.
.
Tip adapter may also require removal
to allow wire to feed out end of gun.
+
−
−
+
6
1
2
3
5
4
+
−







































































