

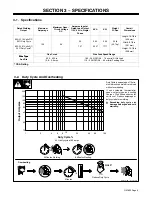
















OM-923 Page 21
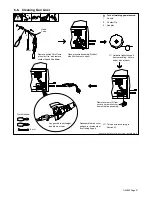
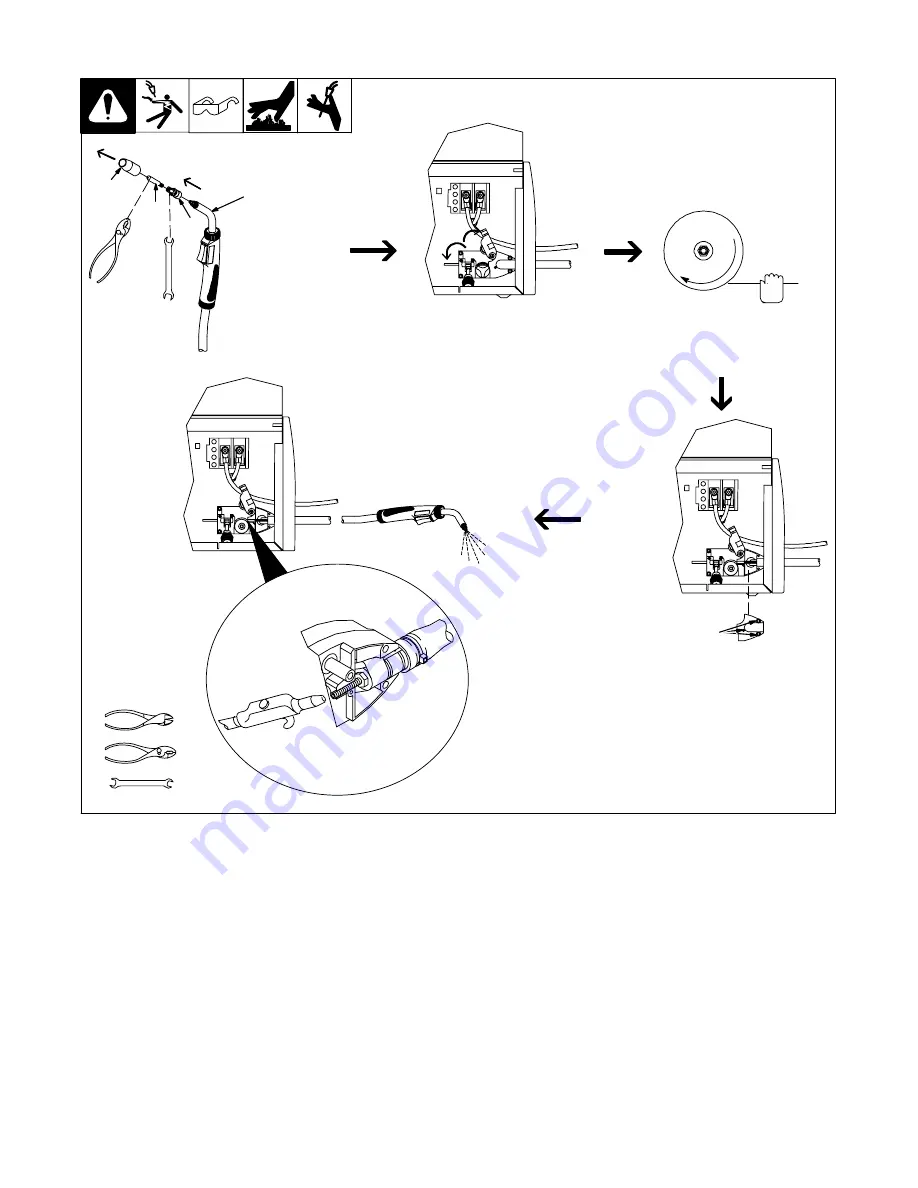
6-6. Cleaning Gun Liner
804 241-A / Ref. 804 123-A / 804 128-A / Ref. 803 837-A
Y
Turn off welding power source.
1
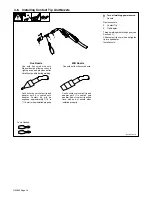
Nozzle
2
Contact Tip
3
Adapter
Head
Tube
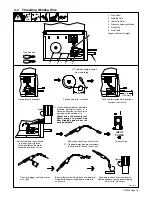
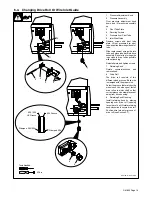
Tools Needed:
8 mm
Lay gun cable out straight,
and blow out liner.
Remove nozzle. Cut off wire
at contact tip, and remove
contact tip and tip adapter.
.
Thread wire according to
Section 4-7.
Reassemble drive cover
and gun in reverse order
from taking it apart.
Open pressure assembly. Retract
wire from liner onto spool.
.
Hold wire tightly to keep it
from unraveling. Secure
end of wire at spool.
Remove screws (3) from
cover, and remove cover
from wire drive assembly.
8 mm
1
2
3
+
−
+
−
+
−







































































