




















BA_PH_245-20_EN_15-22.docx
56
16.13
Power Feeders
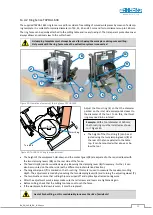
For safety reasons, a power feeder should be used whenever possible.
Generally applies:
Always adjust the power feeder so that the workpiece is guided safely along the fence. Set
the unit at an angle of approx. 5° to the feed direction and keep the opening to the fence as small as possible.
Figure 57: Power feeder type PV84
Figure 58: Power feeder type Variomatic 4N
•
Power feeder with 4 rollers (120 x 60 mm)
•
8 adjustable feeding speeds
(2/4/5,6/6,7/11/13/16,5/33 m/min)
•
Clockwise/anti-clockwise rotation
•
Stand with an max. outreach of 1,050 mm
by an elongated extension arm
•
Metal gearbox for setting four additional speeds
•
Can be used individually horizontally and vertically
•
incl. mounting, cable and plug
•
Power feeder with 4 rollers,
•
Infinitely variable feed speed from 2 - 18 m/min
as well as clockwise/anti-clockwise rotation
•
Rotate to insert horizontal/vertical.
•
Max. outreach of 1,050 mm
•
Easy swivelling away and positioning with
memory lock system.
•
With comfort stand and numerical height display
•
incl. mounting, cable and plug
Both models are supplied with 400 volts and can be connected to the existing machine socket. For further infor-
mation on operation and functionality, please refer to the separately enclosed
Operating manual of the cor-
responding manufacturer
.
The article numbers can be found in the section
16.13.1
Consoles for Power Feeders
Figure 59: Console rigid
Figure 60: Console movable
Rigid add-on console for a power feeder. The platform
(approx. 195 x 180 mm) is mounted on the left side of
the table top.
Movable add-on console for a power feeder. The unit
is mounted on the left side of the machine column and
has a joint for swivelling away the feed unit.
The article numbers can be found in the section