


























BA_PH_436-100_EN_44-21.docx
28
9
Commissioning
Read the operating manual and the chapter
“Safety”
carefully before commissioning and observe them.
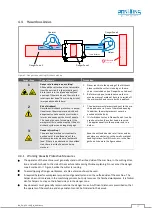
Before switching on, check that
•
there are no loose parts on the thicknessing table and that all tools have been removed,
•
the guards are fitted in accordance with regulations,
•
the extraction system is connected and in working order,
•
the direction of rotation is correct,
•
the V-belts are perfectly tensioned
•
and no persons are in a danger zone of the machine
9.1
Switching the Machine ON and OFF
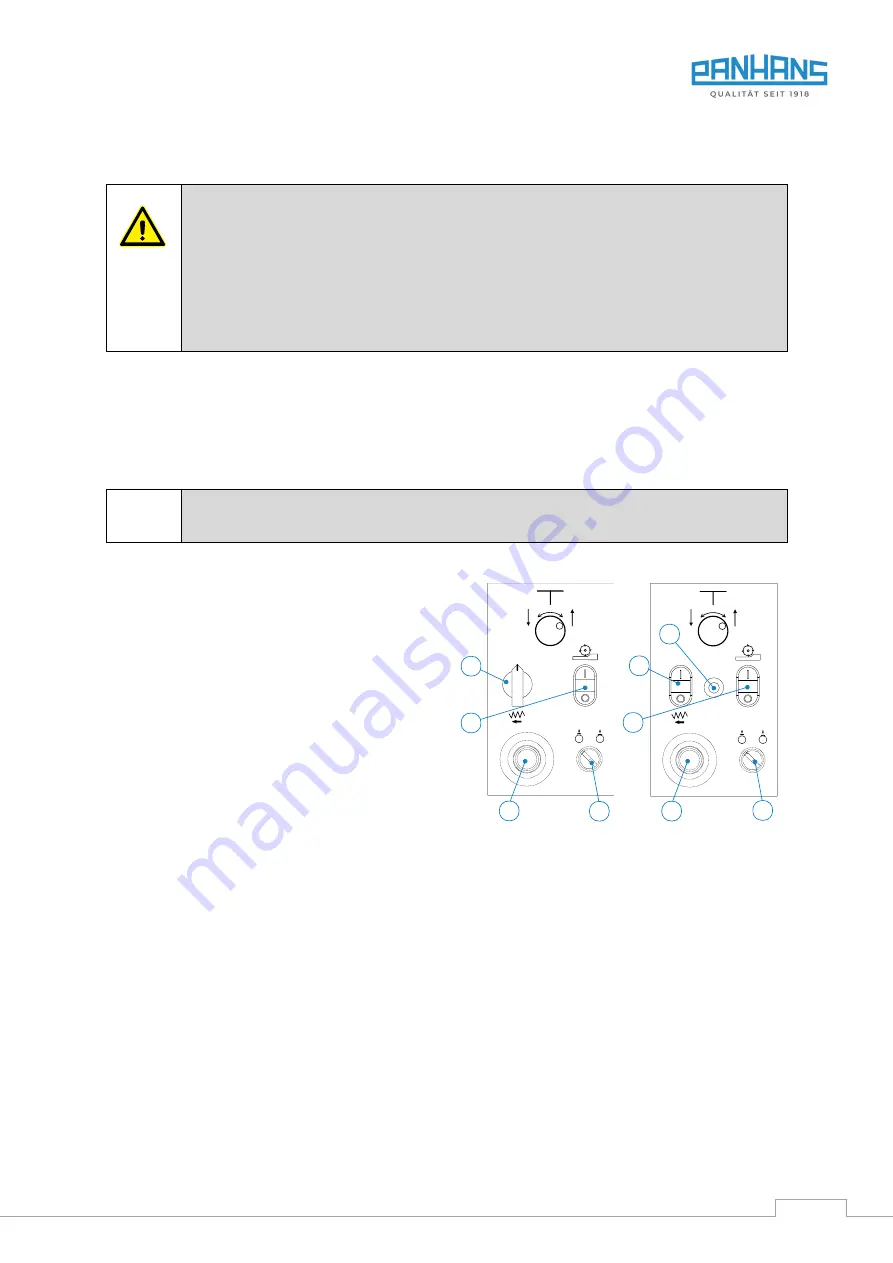
9.1.1
Switch ON
•
Turn the main switch (
1
) on the rear of the machine (see
Figure 11) to position
“
I
”
.
The machine can only be started when the switch (8) for the feed drive is in position
“
0
”
and the switch (10)
“Brake Release”
is set to
“
Normal Mode
”
(right)!
•
Start the cutter head with the push button (
7
).
•
Set the desired feed rate:
a)
Two step feed
(standard):
Turn the Selector switch (
8
) to position
I
(= 7 m/min)
or to position
II
(= 14 m/min)
→
The feed runs.
b)
Variable feed
(option):
Turn the potentiometer (
9
) completely to the left
and switch on the feed with the push-button (
8
).
Then set the desired feed rate (3 ... 24 m/min) by
turning the potentiometer (
9
). The current speed
rate is displayed on the screen of the position con-
trol unit (see chapter
10).
Figure 14: Control panels (standard and option)
Important:
Do not start working until the machine has reached full speed (after approx. 10 s), as the feed
drive can only be started afterwards (see warnings in the section
•
The height is adjusted via the position controller (
3
). Procedure see section
9.1.2
Switch OFF
•
Switch off the feed switch (
8
).
•
Stop the cutter head with push button (
7
).
•
Switch off the main switch (
1
) on the rear.
9.1.3
Emergency Stop System
In case of an emergency, the machine can be shut down via the following two switches:
1.
Emergency stop button (
5
) on the control panel on the infeed side.
2.
Main switch (
1
) on the rear of the machine.
0 I II
8
Standard
7
10
5
0 II
1
2
3
4
5
0
.
.
.
.
.
.
Optional
8
9
7
5
10







































































