























BA_PH_436-100_EN_44-21.docx
39
13.2.2
Magnetic Quick Adjusters 1533 (Option)
The knives can be adjusted even faster, more precisely and
more comfortably with the two optionally available magnetic
quick adjusters 1533 (refer to section
Before starting, make sure that the clamping surfaces of the
cutter head and the cutter wedges are clean. The planing knives
must always be sharpened, honed and balanced in parallel.
Then proceed as described below:
•
Using a flat spanner SW17, loosen all screws (
8
) one after
the other and remove the blunt knives.
•
Place the two adjusters with the magnetic shoes (
4
) onto
the knife shaft body (not in the knife area) and press the
brass stop piece (
5
) with the adjusting nut (
2
) down to the
shaft body diameter.
•
Turning back the adjusting nut (
2
) gives the blade projec-
tion. One graduation point (
3
) on the neck of the adjusting
nut corresponds to 0.1 mm.
•
The blade projection on all thickness planers is 1.0 mm.
The adjusting nut (
2
) is to be turned back by 10 pitch
points (
3
).
•
Then insert the new resp. sharpened knives (
1
), press
them into the knife holder of the cutter head with a piece
of wood and screw them slightly tight.
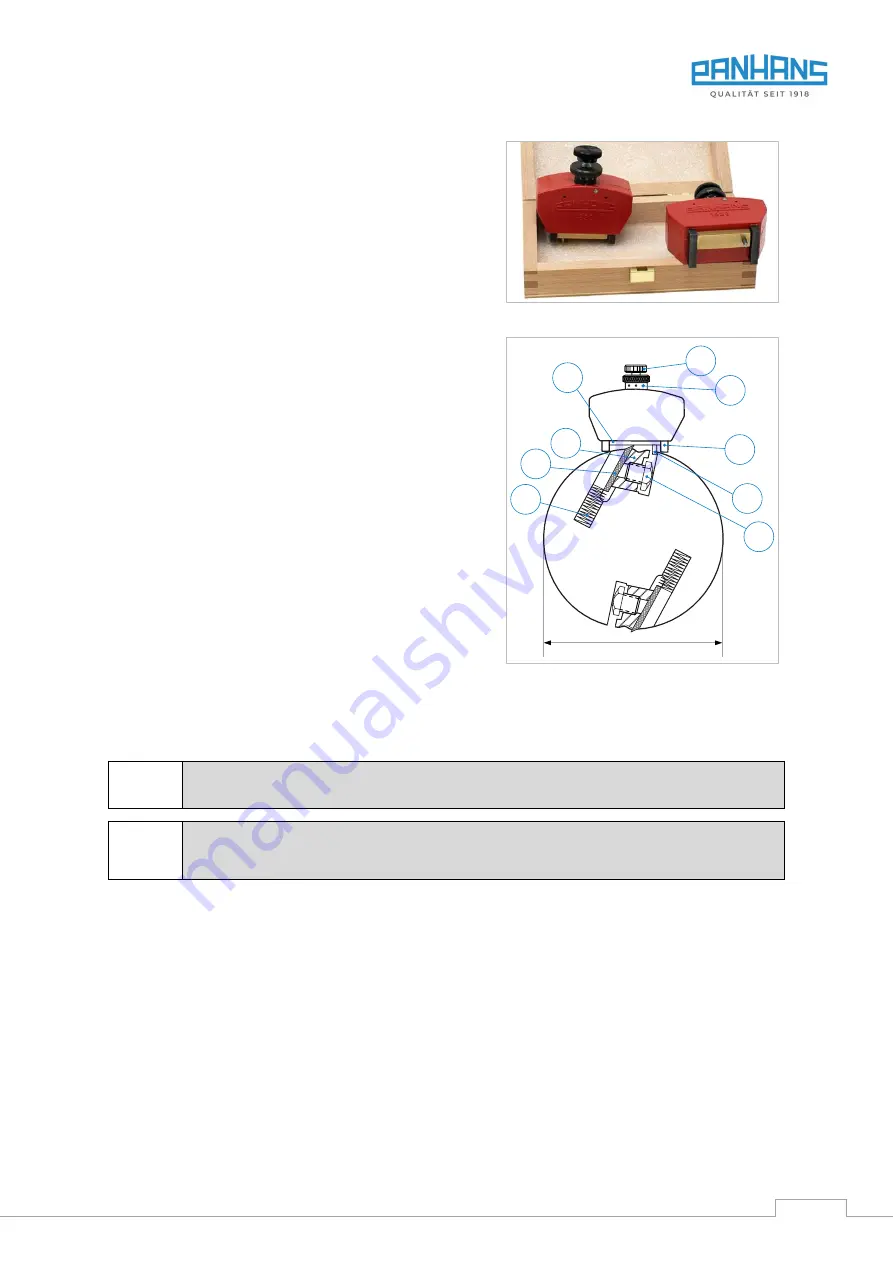
•
After adjustment of the adjusters, they are placed over the
planing knives according to
Figure 47 so that the spring-
loaded pin (
6
) rests against the cutter body (clamping
screw side).
•
The knife can be pressed up to the brass stop piece by the
spring (
7
).
Figure 46: Magnetic quick adjusters 1533
Figure 47: Adjustment of the cutter head
•
Then tighten the clamping wedge (
9
) from the centre outwards with the screws (
8
) and the adjustment is
finished. The adjusters must not be placed tilted or angled, otherwise the adjustment will be inaccurate.
•
After approx. 5 minutes of running, retighten the cutter head screws.
Maximum permissible knife projection over the shaft base body = 1 mm
The optimum tightening torque for the cutter head screws is 32 Nm.
Please do not use an extension or a hammer!
Suitable replacement knives and accessories for the traditional cutter block can be found in section
2
3
4
5
1
6
7
8
ø 80
mm
9







































































