





























AFFICHAGE NUMÉRIQUE DE LA POSITION (DITRON DL50 SERIE)
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
115
ED400FD | ED400FDDIG
47
AFFICHAGE NUMERIQUE DE LA POSITION (DITRON DL50
SERIE)
47.1
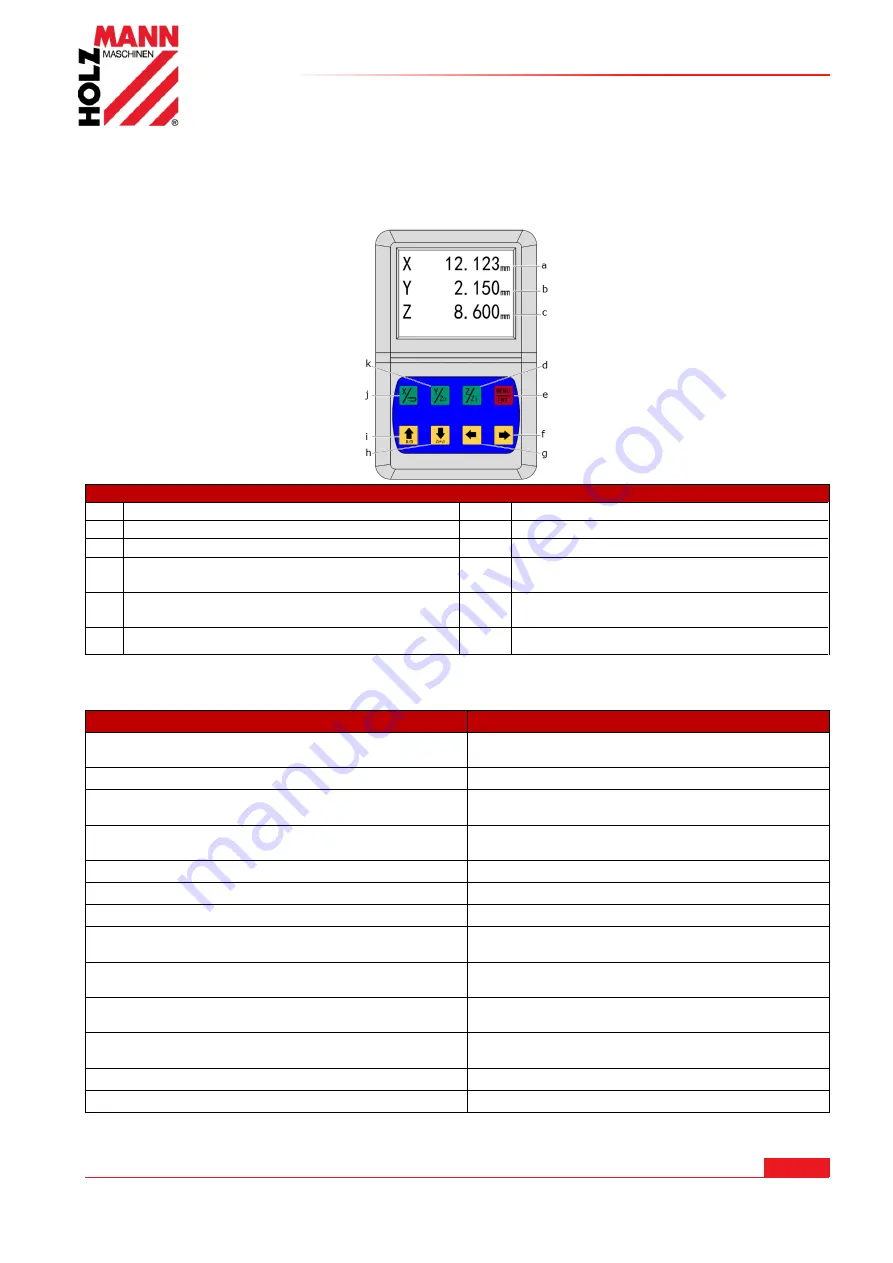
Éléments d'affichage et de commande
ED400FDDIG
a Valeur d'affichage axe X (mm)
g
Curseur (vers la gauche)
b Valeur d'affichage axe Y (mm)
h
Curseur (vers le bas)
c* Valeur d'affichage axe Z (mm)
i
Curseur (vers le haut)
D Remise à zéro, restauration des données
de l'axe Z
j
Remise à zéro, restauration des
données de l'axe X
E Touche de sélection et de confirmation
k
Remise à zéro, restauration des
données de l'axe Y
f
Curseur (vers la droite)
*) uniquement axe triple | 3-axis DRO only
47.2
Données techniques / Technical Data
Paramètres / parameters
ED400FDDIG
Tensions de service (fréquence) / supply
voltage (frequency)
80–260 V (50–60 Hz)
Puissance / power
5 W
Température d'exploitation / operating
temperature
-10°–60° C
Température de stockage / storage
temperature
-30°–70°C
Humidité relative / relative humidity
<90% (25)
>
Dimensions de l'écran / screen dimensions
3.5’’
Axes affichés / axis to be displayed
1 axe, 2 axes, 3 axes
Signal d'entrée autorisé / input signal allowed
by the DRO
RS422/TTL
Signal d'entrée de la fréquence autorisé /
allowable input signal frequency
< 2 MHz
Résolution longitudinale / lenth resolution
0.1 um, 0.2 um, 0.5 um, 1 um, 2 um, 2.5
um, 5 um und/and 10 um
Résolution minimale de l'affichage angulaire /
minimum resolution of angle display
0.0001/pulse
Poids / weight
0.4 kg
Dimensions / size
160 x 105 x 67 mm
































































