




























OPERATION
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
56
ED400FD | ED400FDDIG
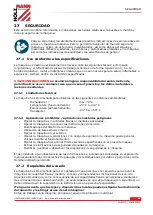
The tailstock spindle sleeve can be moved by a threaded spindle and a
handwheel and can be clamped with a clamping lever. An inner taper
in the quill accommodates the centering point, a drill chuck or tools
with a tapered shank.
Clamp your required tool into the tailstock sleeve.
→
Use the scale on the sleeve (graduation 0.02 mm) for
adjustment and/or readjustment.
Clamp the sleeve with the clamping lever.
→
Use the handwheel to retract and extend the quill.
Tailstock crossover
The transverse displacement of the tailstock is required when turning long,
conical bodies.
Loosen the tailstock clamping lever (A) and the adjusting screws (S) on the
left and right of the tailstock.
The desired transverse offset (approx. ± 15 mm) can be set using the scale
on the back of the tailstock.
Finally retighten the clamping lever and adjusting screws.
19.5
General Working Instructions
19.5.1
3-Jaw Chuck
The 3-jaw chuck supplied with your lathe is a scroll chuck, i.e. all three jaws move uniformly
when the chuck key is turned. This jaw configuration is used to hold concentric workpieces that
are centred with the same pressure from all three jaws. A set of reversible top jaws is also
included to allow additional workpiece configurations.
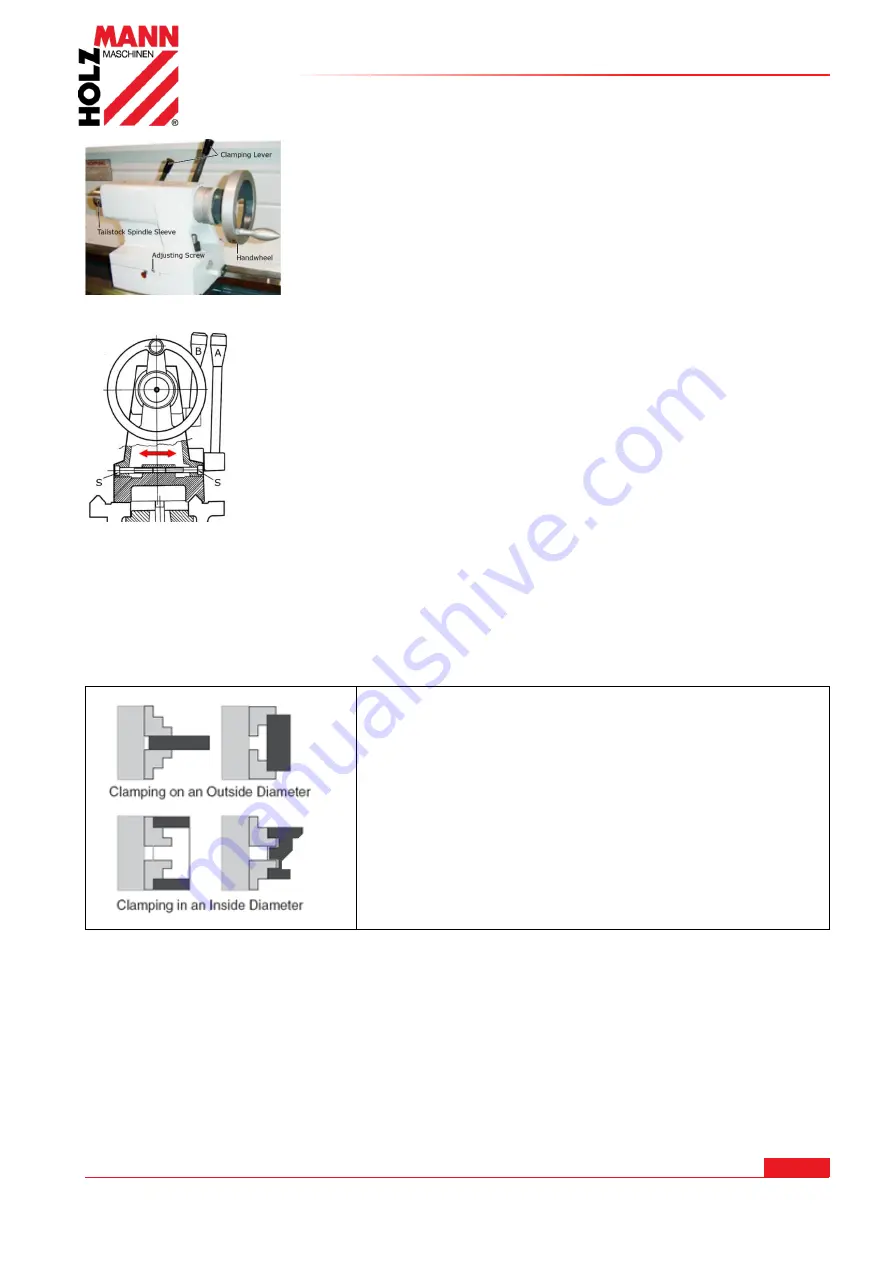
Both sets of jaws can accommodate a workpiece on both
the inside and outside - see illustration on the left.
Regardless of how you configure the jaws, make sure the
workpiece is firmly clamped in the jaw chuck.
Clamping the workpiece
1.
Disconnect the lathe from the mains.
2.
Place a stable board or chuck cradle under the spindle to protect the precision-ground
surfaces.
3.
Insert the chuck key into a scroll groove and turn it counterclockwise to open the jaws
until the workpiece lies flat on the clamping surface or evenly on the jaw steps or fits into
the chuck hole and through the spindle hole.
4.
Close the jaws until they make light contact with the workpiece.
5.
Turn the chuck by hand to ensure that the workpiece is held evenly by all three jaws and
centred on the chuck.
If the workpiece is not centred, release the jaws and realign the workpiece. Retighten the jaws
and repeat step 5. When the workpiece is centred, fully tighten the jaws.
























































