




























OPERATION
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
57
ED400FD | ED400FDDIG
19.5.2
Longitudinal Turning
During facing, the planer tool is moved parallel to the axis
of rotation. The feed is carried out either manually by
turning the handwheel on the lathe slide or on the upper
slide or by switching on the automatic feed. The infeed for
the cutting depth is effected via the cross slide.
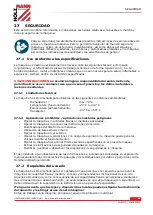
19.5.3
Plain Turning and Recessing
When facing, the turning tool is moved at right angles to
the axis of rotation. The feed is done manually with the
handwheel of the facing slide. The feed of the cutting depth
is effected by the top slide or the bed slide.
19.5.4
Fixing the Lathe Slide
The cutting force occurring during facing, grooving or
cutting-off operations can cause the lathe slide to move.
Therefore fasten lathe slide with the fixing screw.
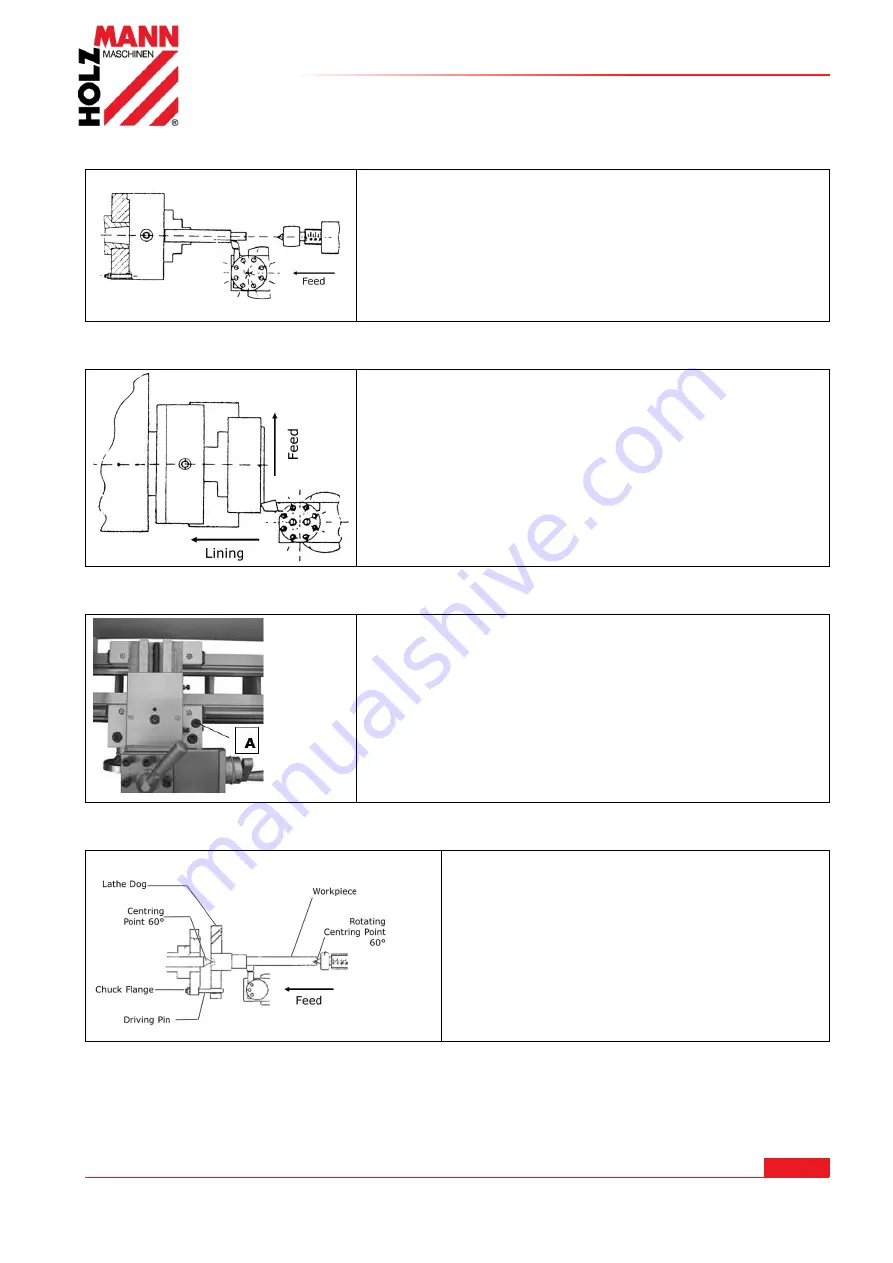
19.5.5
Turning between Tips
Workpieces that require a high concentricity are
machined between the tips. A centre hole is
drilled in both face turned faces of the
workpiece. The turning heart is clamped onto
the workpiece. The driving pin, which is screwed
into the chuck flange, transmits the torque to
the rotary heart. The fixed centering point is
located in the centre hole of the workpiece on
the spindle head side. The rotating center point
is located in the centering hole of the workpiece
on the tailstock side.


























































