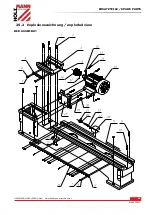

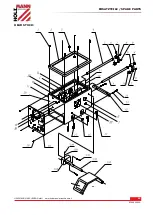
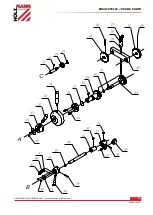
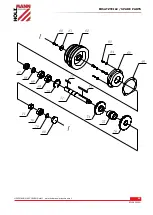
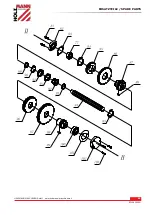
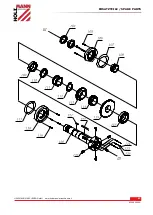
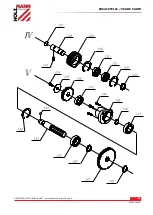



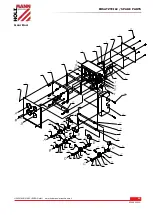

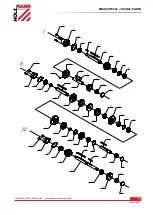


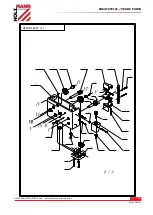
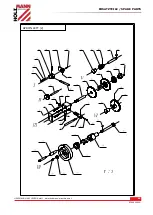
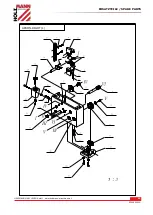










ERSATZTEILE / SPARE PARTS
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
95
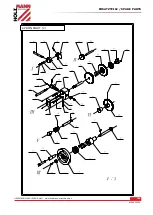
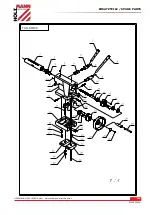
ED1080ADIG
GEAR BOX
NO.
PART NO.
NAME
SPECIFICATION
QTY
NOTE
1
GB818-85
Screw
M3X6
8
2
CQ6240-3060
Plate
1
3
GB70-85
Screw
M8X16
8
4
CQ6230-3095E
Front cover
HT200
1
5
CQ6230-3087D
Sealer
1
6
CQ6230-3004
Gear box
HT200
1
7
GB70-85
Screw
M10X30
2
8
GB97-86
Washer
10
2
9
GB118-86
Taper pin
M6X30
2
10
CQ6230-3070C
Sealer
1
11
CQ6230-3042c
End cover
45
1
12
GB68-85
Screw
M6X12
6
13
G38-4A
Oil plug
M16X1.5
1
14
GB818-85
Screw
M4X20
2
15
GB70-85
Screw
M6X45
2
16
CQ6240-1072G
Iron
HT-150
1
17
CQ6230-3089
Shaft
45
2
18
GB1235-76
O Ring
12X1.8
2
19
GB1160.2-89
Oil pointer
A10.M16X1.5
1
20
CQ6230-3061B
Cover
HT200
1
21
CQ6230-3049C
Rack
45
2
22
CQ6230-3088
Gear
45
4
M1.25Z23
23
GB1096-79
Pin
5X8
4
24
CQ6230-3054E
Handle seat
45
4
25
CQ6230-3054E-1
Handle
45
4
26
CQ6230-3054E-2
Plate
4
27
GB1235-76
O ring
16X2.4
4
28
GB79-2000
Screw
M6X18
4
29
GB308-89
Ball
6
4
30
GB/T2089-94
Spring
65Mn
4
1X5X16
31
GB79-2000
Screw
M8X10
4
32
CQ6230-3050C
Rack
45
1
33
CQ6230-3062C
Rack
45
1
34
GB117-86
Taper pin
5X28
2
35
CQ6230-3018C
Gear
45
1
M2.25Z21
36
GB301-84
Bearing
8013
1
17x31x12
37
CQ6230-3068D
Paper pad
1
38
CQ6230-3084D
Flange cover
HT200
1
39
GB70-85
Screw
M6X25
6
40
GB301-84
Bearing
8014
1
41
CQ6230-3021C
ShaftI
45
1
42
GB812-86
Screw
M20X1.5
2
43
GB117-86
Taper pin
4X26
4
44
CQ6230-3020E
45
2
45
CQ6230-3014C
Gear
45
1
M2.25Z15
46
CQ6230-3086D
Paper pad
1
47
CQ6230-3022F
Flange cover
HT200
1
48
CQ6230-3022F-1
Copper bush
ZQSn6-6-3
1
49
CQ6230-3013E
ShaftII
45
1
50
GB9877.1-89
Oil Sealer
18X35X10
1
51
GB70-85
Screw
M6X12
1
52
GB5287-85
Big washer
6
1
53
CQ6230-3016C
Gear
45
1
M2.25Z17
54
GB71-85
Screw
M6X8
1
55
CQ6230-3015C
IVShaft
45
1
Summary of Contents for ED1080ADIG
Page 84: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 84 ED1080ADIG 2...
Page 85: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 85 ED1080ADIG...
Page 86: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 86 ED1080ADIG...
Page 87: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 87 ED1080ADIG...
Page 88: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 88 ED1080ADIG 6...
Page 93: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 93 ED1080ADIG 2...
Page 94: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 94 ED1080ADIG 3...




























































