



























MONTAGE
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
20
ED1080ADIG
7.2.2
Sitz des Drehfutters überprüfen
H I N W E I S
Verwenden Sie keine Grauguss-Futter. Verwenden Sie nur Drehfutter
aus duktilem Gusseisen. Bevor Sie das Drehfutter demontieren,
platzieren Sie zum Schutz der präzisionsgeschliffenen Oberflächen
unter der Spindel ein stabiles Brett oder eine Drehfutter-Wiege.
H I N W E I S
Wenn Sie ein Drehfutter oder eine Planscheibe montieren, stellen Sie zuerst sicher,
dass die Haltenocken-Bolzen ordnungsgemäß fixiert sind. Andernfalls kann es sein,
dass das Drehfutter/die Planscheibe später nie mehr entfernt werden kann, weil sich
die die Haltenocken-Bolzen verdreht haben.
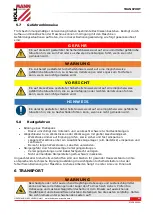
Drehfutter vorsichtig demontieren. Dazu die Haltenocken mit dem im
Lieferumfang enthaltenen Spannschlüssel durch Drehen im
Uhrzeigersinn (ca. ein Drittel Umdrehung) lösen und Drehfutter
vorsichtig abnehmen. Überprüfen Sie die Haltenocken-Bolzen. Achten
Sie darauf, dass sie während des Transports nicht beschädigt oder
gebrochen sind. Reinigen Sie alle Teile gründlich. Reinigen Sie auch die
Spindel und die Haltenocken selbst. Spindel, Haltenocken, Bolzen und
Futterkörper mit einem geeigneten Maschinenöl leicht einölen.
Dann Drehfutter bis zur Spindelnase anheben und auf die Spindel
drücken. Haltenocken-Bolzen durch Drehen der Haltenocken entgegen
dem Uhrzeigersinn anziehen. Nach dem Anziehen sollte die
Nockenverriegelungs-Linie an jedem Nocken zwischen den beiden V-
Markierungen befinden – siehe Abbildung links. Wenn sich eine Nocke
nicht innerhalb dieser Markierung befindet, entfernen Sie Drehfutter
oder Planscheibe und passen Sie die Höhe des Haltenocken-Bolzens an –
siehe nächste Abbildung.
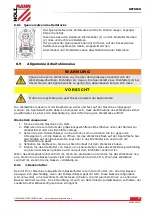
Der Haltenocken-Bolzen ist in der Regel richtig eingestellt, wenn die in
den Bolzen eingeritzte Markierung (C) mit der Rückseite des Drehfutters
bündig ist.
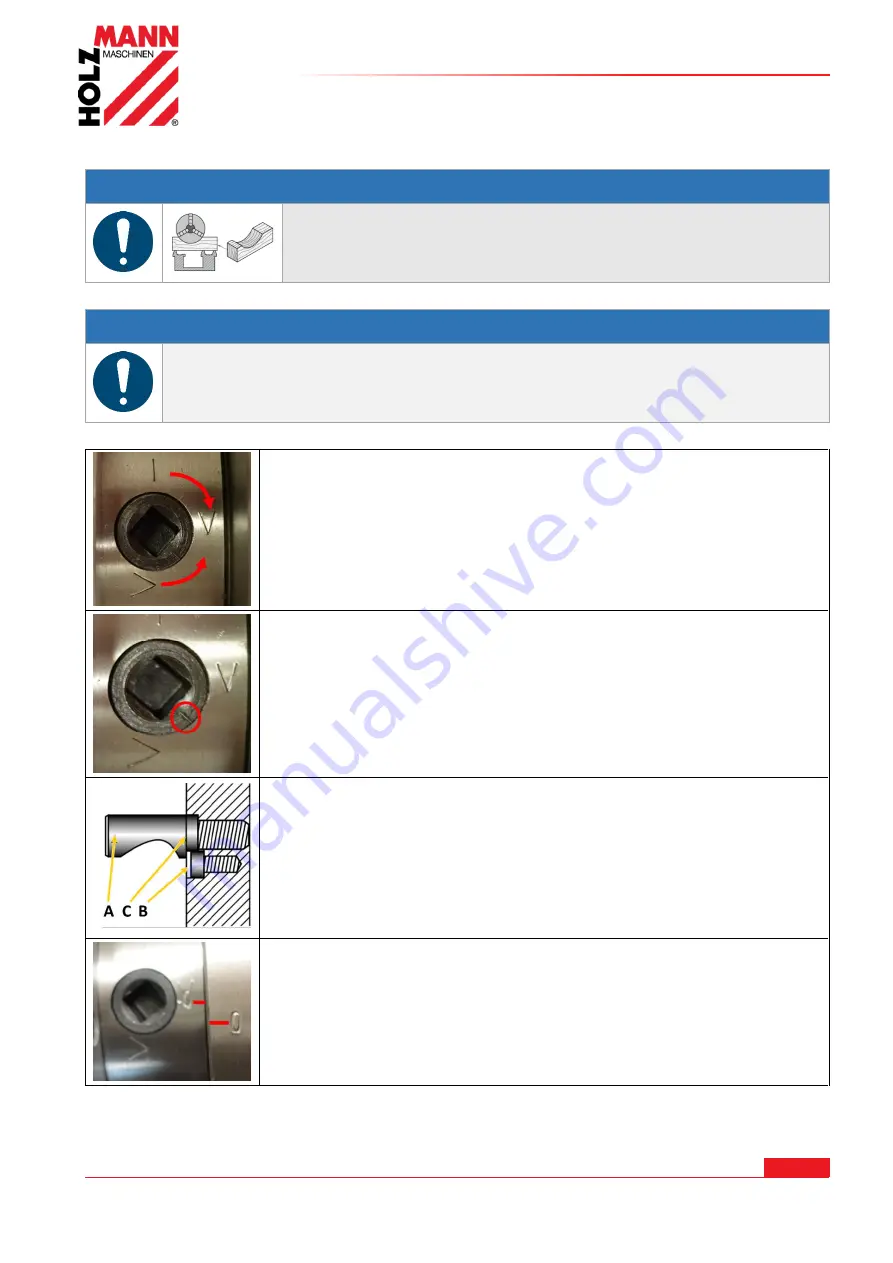
Wenn die Nockenverriegelungs-Linie außerhalb der V-Markierungen
liegt, stellen Sie die Höhe des betreffenden Haltenocken-Bolzens nach.
Dazu müssen Sie die Halteschraube (B) zunächst lösen, den
Haltenocken-Bolzen durch Ein- bzw. Ausdrehen um jeweils eine volle
Umdrehung nachstellen und die Halteschraube anschließend wieder fest
anziehen.
Wenn das Drehfutter (Spannmittel) korrekt befestigt ist, sollte auf
Spindel und Spannmittel eine Referenzmarkierung angebracht werden,
damit das Spannmittel immer in der gleichen Stellung gelöst und wieder
befestigt werden kann, um einen optimalen Rundlauf zu gewährleisten.
Wechseln Sie keine Drehfutter oder Planscheiben zwischen Maschinen
ohne Prüfung auf korrekte Nockenverriegelung.
Summary of Contents for ED1080ADIG
Page 84: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 84 ED1080ADIG 2...
Page 85: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 85 ED1080ADIG...
Page 86: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 86 ED1080ADIG...
Page 87: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 87 ED1080ADIG...
Page 88: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 88 ED1080ADIG 6...
Page 93: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 93 ED1080ADIG 2...
Page 94: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 94 ED1080ADIG 3...

























































