

























HRR216PKA
CAM PULLEY/CRANKSHAFT/PISTON/ CYLINDER BLOCK
9-11
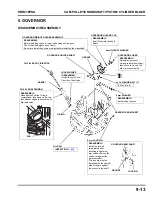
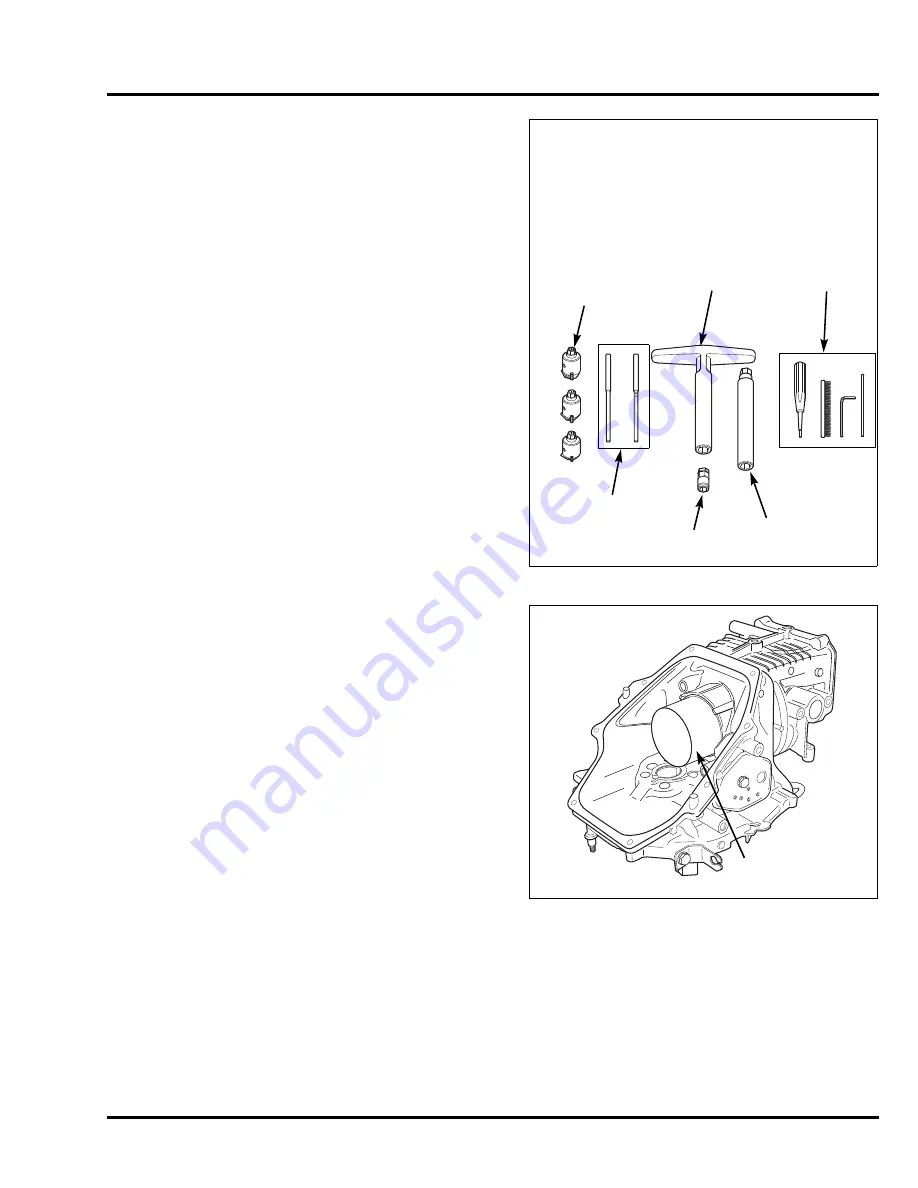
Valve seat reconditioning tools (commercially available)
Reconditioning Procedure
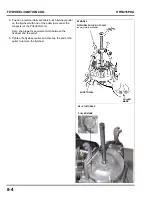
1. Prepare a thick paper cylinder or equivalent material with
a large enough diameter to fit against the cylinder wall of
the cylinder block.
2. Insert the thick paper into the cylinder to protect the
cylinder wall during valve seat reconditioning.
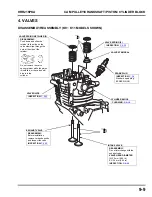
60°
45°
31°
VALVE SEAT
CUTTER
SOLID PILOT BAR, 5.50 mm (NWY PM 100055SH)
SOLID PILOT BAR, 5.51 mm (NWY PM 100552S)
VALVE SEAT CUTTER #115, 31° (NWY CU 115
VALVE SEAT CUTTER #122, 45° (NWY CU 122)
VALVE SEAT CUTTER #111, 60° (NWY CU 111)
T-WRENCH #505 (NWY TW #503-1)
T-WRENCH ADAPTOR (NWY TW 503-1)
ACCESSORY PACKAGE (NWY TW #246)
T-WRENCH
T-WRENCH
ADAPTOR
ACCESSORY
PACKAGE
SOLID PILOT
BARS
T-WRENCH
EXTENSION, 6 in
31°
45°
60°
THICK PAPER OR
EQUIVALENT
Summary of Contents for HRR216PKA
Page 5: ...iv HRR216PKA NOTES...
Page 9: ...SPECIFICATIONS HRR216PKA 1 4 NOTES...
Page 45: ...MUFFLER HRR216PKA 5 2 NOTES...
Page 49: ...RECOIL STARTER HRR216PKA 6 4 NOTES...






































































