





























Lubricate spindle with a medium grade grease.
Rotate housing on spindle shaft, checking
for
free
movement.
Blade Spindle Installation
Insert spindle through bottom of mower deck and
secure with four mounting
bolts.
Be sure to position
grease fitting toward lubrication access area. Refer
to Lubrication in Owner Service section.
Install pulley and key on spindle shaft. Place split
taper bushing on pulley and drive down to seat
against spindle shaft shoulder and alternately
tighten split taper bushing
bolts
to
12
ft-lbs.
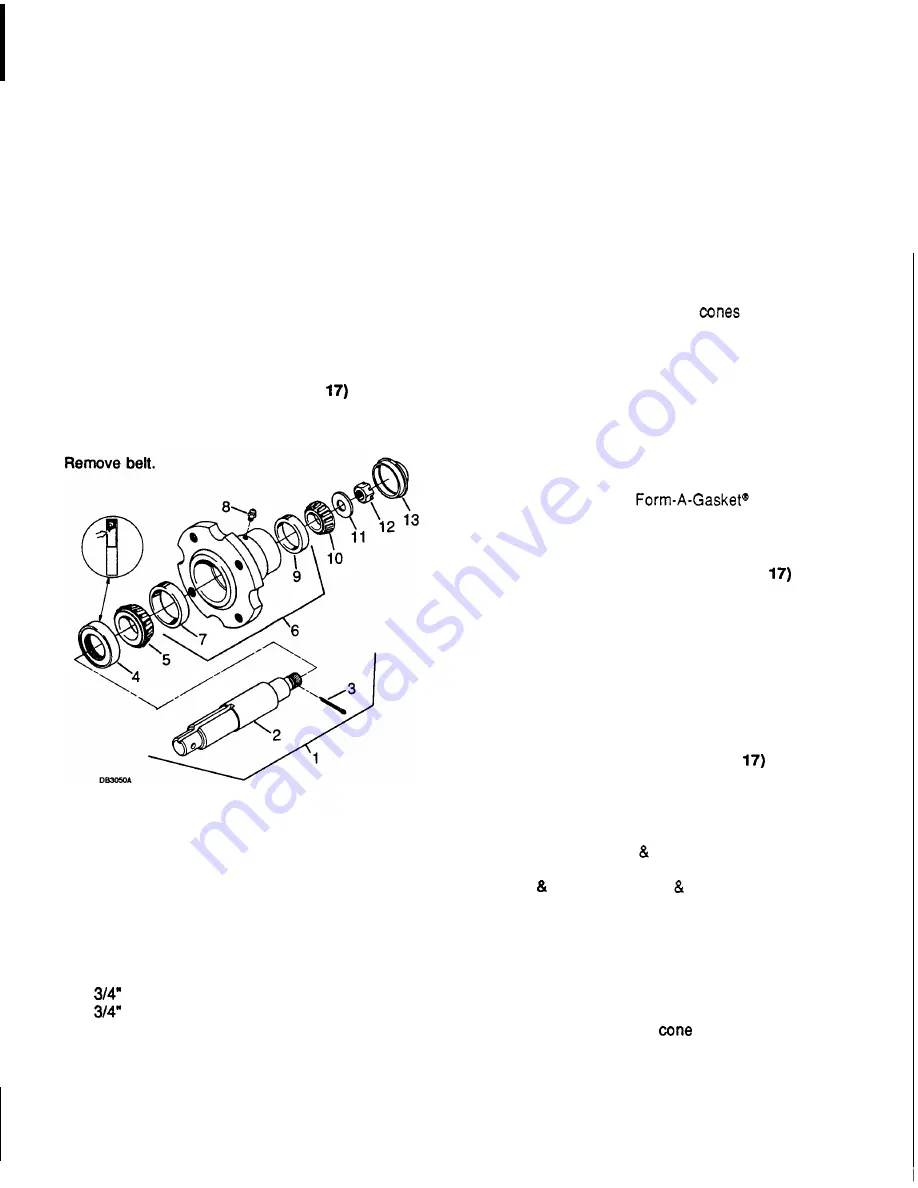
Drive Spindle Removal
(figure
Remove drive shaft from drive spindle. Tape key to
spindle shaft.
1.
Drive spindle assembly complete
2.
Drive spindle shaft
3. 3/16
x 1"
Cotter pin
4.
Seal
5.
Bearing cone
6.
Housing with cups
7.
Bearing cup
8.
Grease fitting
9.
Bearing cup
10.
Bearing cone
11.
Flat washer
12.
Slotted hex nut
13.
Dust cap
Figure
17.
Drive Spindle Assembly
Remove the four bolts attaching spindle to spindle
support and remove spindle.
Remove split taper bushing (located on top of
pulley) by removing the
two
bolts and inserting them
into the threaded holes in bushing flange. Tighten
bolts
alternately to remove split taper bushing.
Spindle Repair Tips
As
a reference point, the grease fitting is in the top
portion of spindle housing.
To minimize wear, bearing cups,
and sleeves
are press fit to shaft and will require a press
or
similar device for removal.
When disassembling, support housing casting to
prevent damage.
Remove bearing cups by placing a punch in housing
slots and driving cup out. Alternate punch positions
from side to side. Use care to prevent housing
damage.
Permatex 3D Aviation
or
equiva-
lent is recommended as a sealant for spindle repair.
Drive Spindle Disassembly
(figure
Remove dust cap
(13).
cotter pin
(3)
and nut
(12).
Press shaft
(2)
down through housing.
Remove seal
(4).
Remove bearing cups
(7)
and
(9)
refer to Tips
section above.
Drive Spindle Assembly
(figure
Bearing cups and cones are designed
to
work
together.
It
is
important to position them
so
bearing
cone taper mates with bearing cup taper.
Lubricate new cups
(7
9)
with a light oil. Place
them in spindle housing
(6)
so
they will mate with
cones
(5
10).
Seat cups
(7
9)
against machined
shoulder of housing with a press or by placing a
large
soft
drift on the flat lip and driving them into
housing.
Place bottom bearing cone
(5)
onto spindle shaft
(2)
with taper up. Seat on bottom shoulder of shaft with
a press.
Insert shaft and bearing
assembly through
bottom
of
housing
(6).
Fill
housing cavity
with
a
medium grade grease.
F-7756
(1
0-89)
23
Summary of Contents for RM752A
Page 1: ......
Page 2: ......
Page 14: ...NOTES 12 F 7756 10 89 ...
Page 29: ...F 7756 10 89 NOTES 27 ...
Page 34: ...MOUNTING FRAME ASSEMBLY i 32 F 7756 10 89 ...
Page 40: ......







































































