














7
中文
[c] 安装
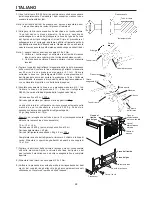
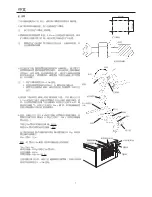
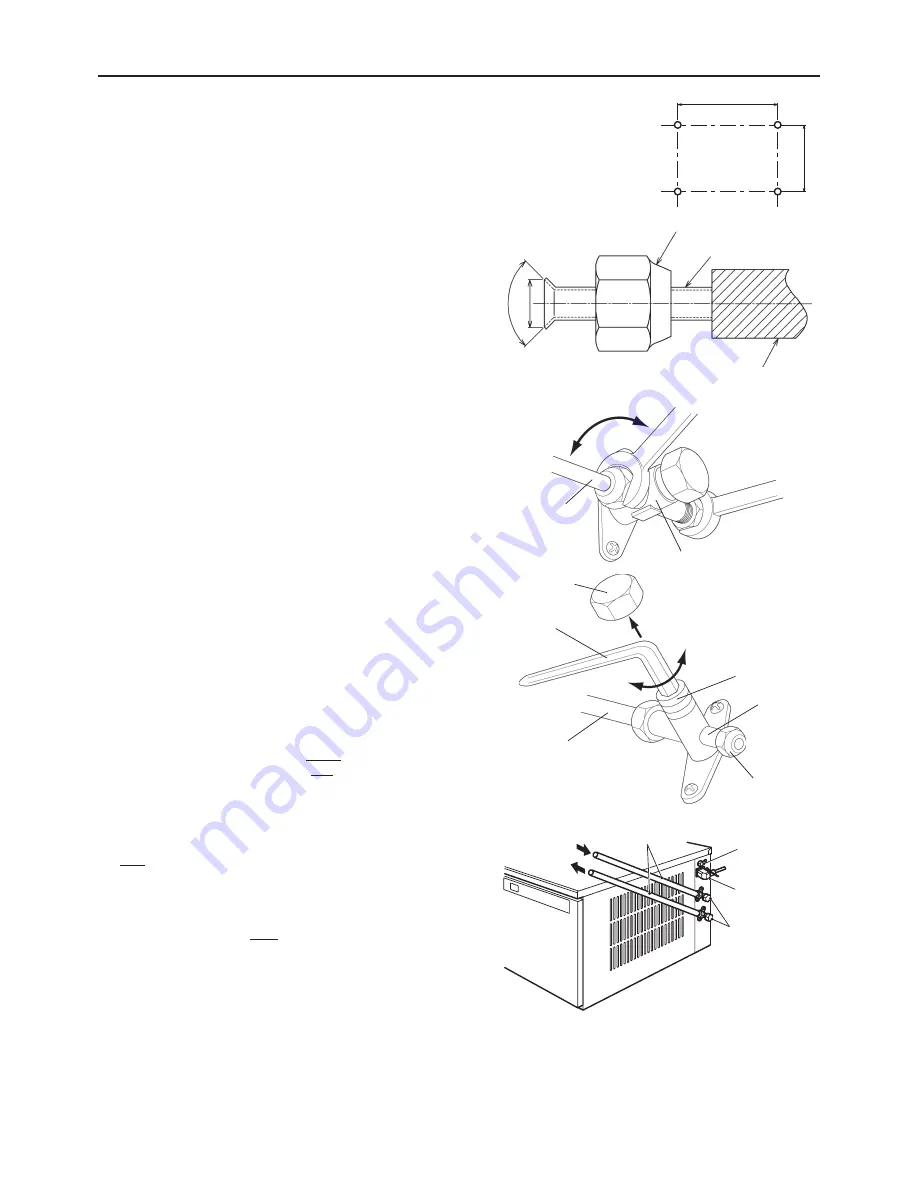
1) 本冷凝机组配有4个安装孔。请利用4个螺栓切实紧固冷凝机组。
2) 拆下制冰机和冷凝机组上各个充灌阀的扩口螺母。
注: 拆下并丢弃扩口螺母上的铜帽。
3) 需现场提供的两根铜管(外径:9.52mm)应单独进行隔热处理。请将
扩口螺母分别置于管子的每一端并对管子端部进行扩口处理。
注: 需要进行扩口处理的管子端部应完好无损、无裂纹和毛刺,且
应无润滑脂或碎屑。
4) 将已经过扩口处理的铜管连接至制冰机和冷凝机组上。鉴于用于气
体管路和液体管路的两根铜管管径相同,因此请在其上绘制清晰的
识别标记,以防接错。在连接和紧固之前,请在扩口表面涂抹适量
的洁净冷冻机油。紧固螺母时,请使用扳手钳住充灌阀上的平直面
处,以支承阀门。
注: 1. 将扩口螺母紧固至38±4Nm扭矩。
2. 检查各根铜管两端的识别标记,以确保连接正确无误。
3. 铜管不应出现晃动现象。请切实固定好各根铜管,以防产生
应力。
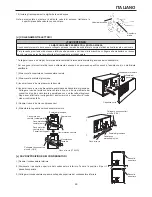
5) 首先拆下制冰机充灌阀上的检测仪表端口盖, 并在最大压力为
0.1torr的条件下通过该端口对管路进行20分钟的抽真空操作。然
后,在向两条管路中充填气态冷媒R404A并使压力达到1bar后, 继
续追加充填氮气,以使压力升高至15bar。最后,利用检漏器或肥
皂泡全面检测各个接头处的泄漏情况。
6) 首先,在最大压力为0.1torr条件下重新对管路进行抽真空操作。向
管路中充填气态冷媒R404A,使压力达到1~2bar。(实际充填量视
管长而定。)
不超过10m管长时的基本充填量:2000g
每延长1m管长所需的追加充填量:40g
由于制冰机和远置式冷凝机组中预充填冷媒总量为2000g,因此所
需充填的冷媒量为:
40g×[管长-10]m
例如 - 若管长为15m(即制冰机和冷凝机组之间的距离)
15m-10m=5m
基本充填量=2000g(不超过10m管长时)
追加充填量=40g/m
所需充填量=40g×5m=200g
完成冷媒充填作业后,请拆下充灌钢瓶和充填管路。将端口盖装回
原位并将其紧固至10±1Nm扭矩。
500mm
380mm
扩口螺母
铜管
配管隔热材料
90°±0.5
13 2~14 D/A
松开
紧固
铜管
充灌阀
盖形螺母
打开
铜管
内六角扳手
(H4)
关闭
阀轴
端口
端口盖
液体管路
气体管路
配管隔热材料
风扇马达配线
电源线
充灌阀







































































