











ZX7-315/400/500/630IGBT OPERATOR’S MANUAL
- 10 -
Put the switch 9 to local control position, then all the control can operate through the front panel.
Put the current/voltage select switch to current adjust position, adjust the welding current adjust knob,, the
digital meter will indicate the related preset current value, you can adjust the current value to what you
expect.
Adjust the arc force current knob to related value
Adjust the hot current knob to meet the needs for arc striking.
All the above step finish, the machine can begin to work, what the digital meter indicate during the welding
process is the exact welding current.
2. Remote control
Connect the remote control box with the remote control connector, put the remote/local control switch to
remote control position, then the current is adjusted through the remote control box, adjust method is the
same as above.
3. Arc force current adjust
When use small current to weld, properly adjust the arc force current can increase the short circuit current
value to avoid electrode adhere with work piece, so that the molten drop can easily pass through to
complete welding. Usually for the average current welding, the arc force current can decrease even to zero,
so that it can reduce spatter.
4. Hot current adjust
When use small current welding, properly adjust the hot current can increase the arc striking success ratio.
9. Maintenance
Install and operate the machine strictly according to the operator's manual, the warranty period is one year.
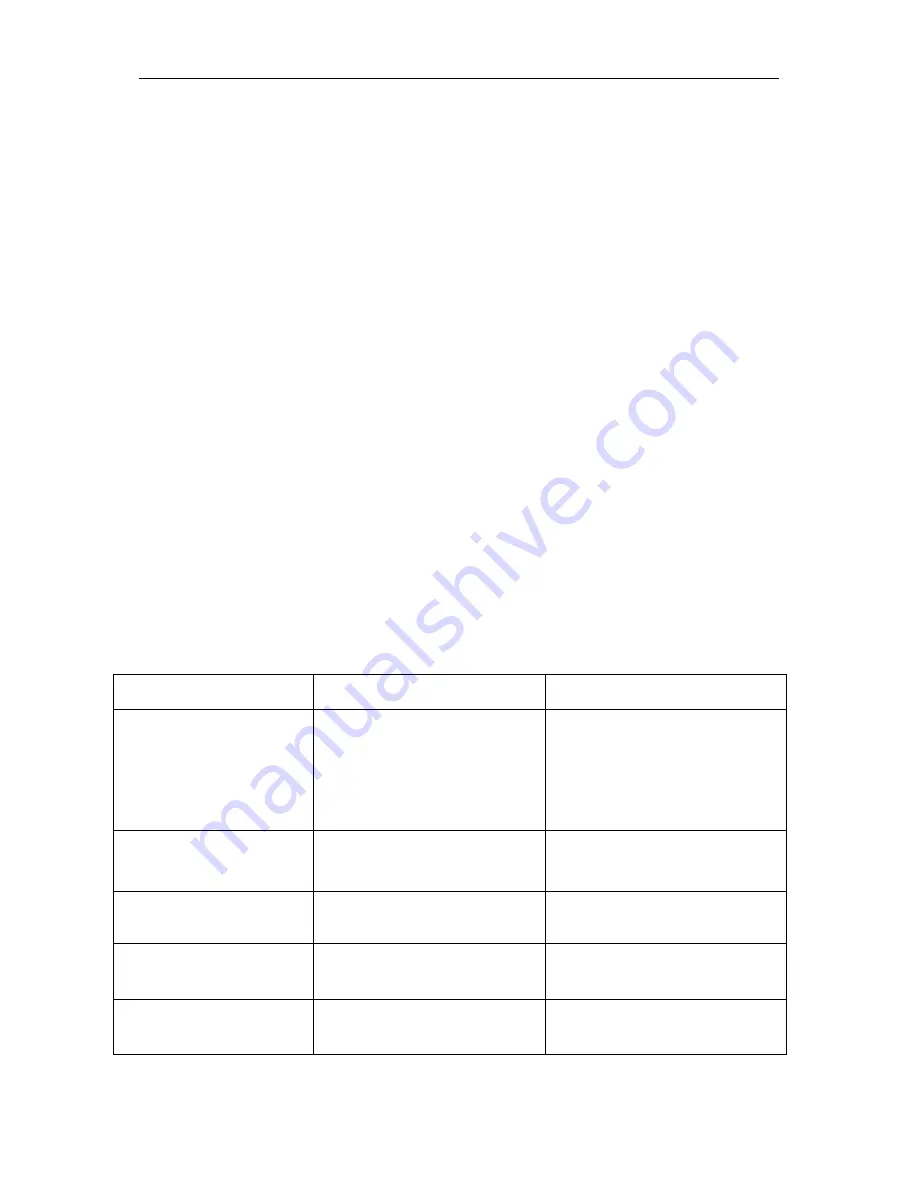
10. Troubleshooting
TROUBLE (SYMPTOMS)
POSSIBLE CAUSE
RECOMMENDED COURSE OF
ACTION
When machine energized, the
circuit breaker trip
1.Three phase bridge rectifier may
damaged
2. The capacitor which parallel with
the three phase bridge rectifier may
damaged.
3. IGBT may damaged
1.change the bridge rectifier
;
2. change the capacitor.
3. Replace PCB and IGBT
2.
When machine energized, the
power indicator not on, no
voltage indication
1.The protective fuse on the back of
the machine may break
2.Lack phase
1.Replace fuse
2.Check the input power
When machine energized, the
power indicator on, but no
voltage indication
1. PCB AP1 may damage
2.IGBT module may damage
3.Voltmeter may damage
1.Replace AP1
2.Replace IGBT module
3.Replace voltmeter
No OCV, there is abnormal
noise from the machine
FRD on the main circuit is damaged
1.Check and replace the FRD
The
OCV
is
OK,
but
sometimes the arc will break
Lack-phase
Check the input power







































































