2.18
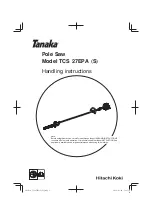
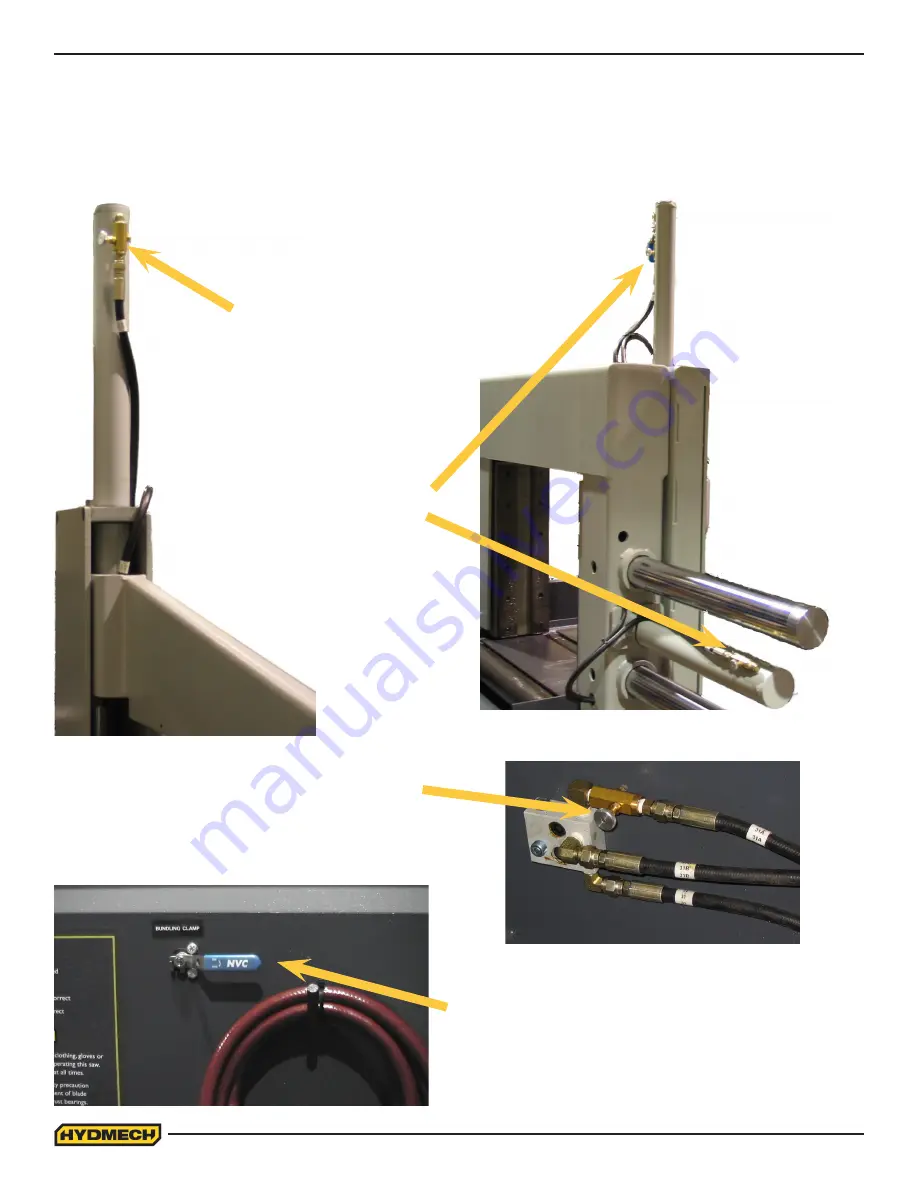
BUNDLING OPERATION (OPTION)
The bundling vises can be operated in direct conjunction with the front and shuttle vises or at a slower clamping speed.
Either bundling can be turned on or off at any time. The on / off valves are shown in the photos.
The speed at which the bundling jaws open and close can be adjusted as required by turning the flow control valves
(shown in the photos) for each bundling cylinder.
FRONT BUNDLING ON/OFF
VALVE LOCATED ON FRONT
OF MACHINE
FRONT VISE SPEED
ADJUSTMENT (LOCATED
ON BACK OF IDLER
SIDE)
FRONT BUNDLING
SPEED ADJUSTMENT
SHUTTLE BUNDLING
AND VISE SPEED
ADJUSTMENT
Summary of Contents for H18 A
Page 2: ......
Page 12: ...0 8 Item 391938 Chip Augar Item 391335 Item 391340 ...
Page 13: ...0 9 Item 391397 Item 392801 Fixed Vise Shuttle Vise Item 392801 ...
Page 14: ......
Page 16: ...1 2 LIFTING INSTRUCTIONS ...
Page 59: ...4 1 ELECTRICAL SCHEMATICS SEE PDF ON ATTACHED CD SECTION 4 ELECTRICAL ...
Page 60: ...4 2 ...
Page 64: ...6 2 ...
Page 65: ...7 1 SECTION 7 OPTIONS OPTIONAL ASSEMBLY DRAWINGS SEE PDF ON ATTACHED CD ...
Page 66: ...7 2 ...
Page 69: ...8 3 H18SV H22SV LIFTING INSTRUCTIONS ...
Page 70: ...8 4 H18SV LAYOUT ...
Page 71: ...8 5 H22SV LAYOUT ...
Page 72: ...8 6 ...
Page 74: ...9 2 ...