













Summary of Contents for S-20 A
Page 2: ......
Page 16: ...1 4 ...
Page 54: ......
Page 55: ...4 1 SECTION 4 ELECTRICAL MAIN PANEL COMPONENT LAYOUT ...
Page 58: ...4 4 MAIN PANEL COMPONENT LAYOUT 1OL 2OL VFD 1M 2M POWER SUPPLY ...
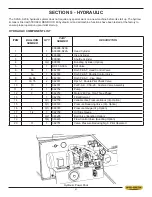
Page 63: ...5 3 FOR HYDRAULIC SCHEMATICS AND PLUMBING DIAGRAMS SEE PDF ON ATTACHED CD ...
Page 64: ......
Page 65: ...6 1 SECTION 6 MECHANICAL ASSEMBLIES For Mechanical Assembly Drawings see PDF on attached CD ...
Page 66: ......
Page 70: ......
Page 72: ...8 2 ...
Page 73: ...8 3 ...
Page 74: ...8 4 ...
Page 76: ...8 6 ...
Page 77: ...8 7 ...
Page 78: ...8 8 ...