





























MAXPRO200
Instruction Manual 807700 Revision 1
51
Installation
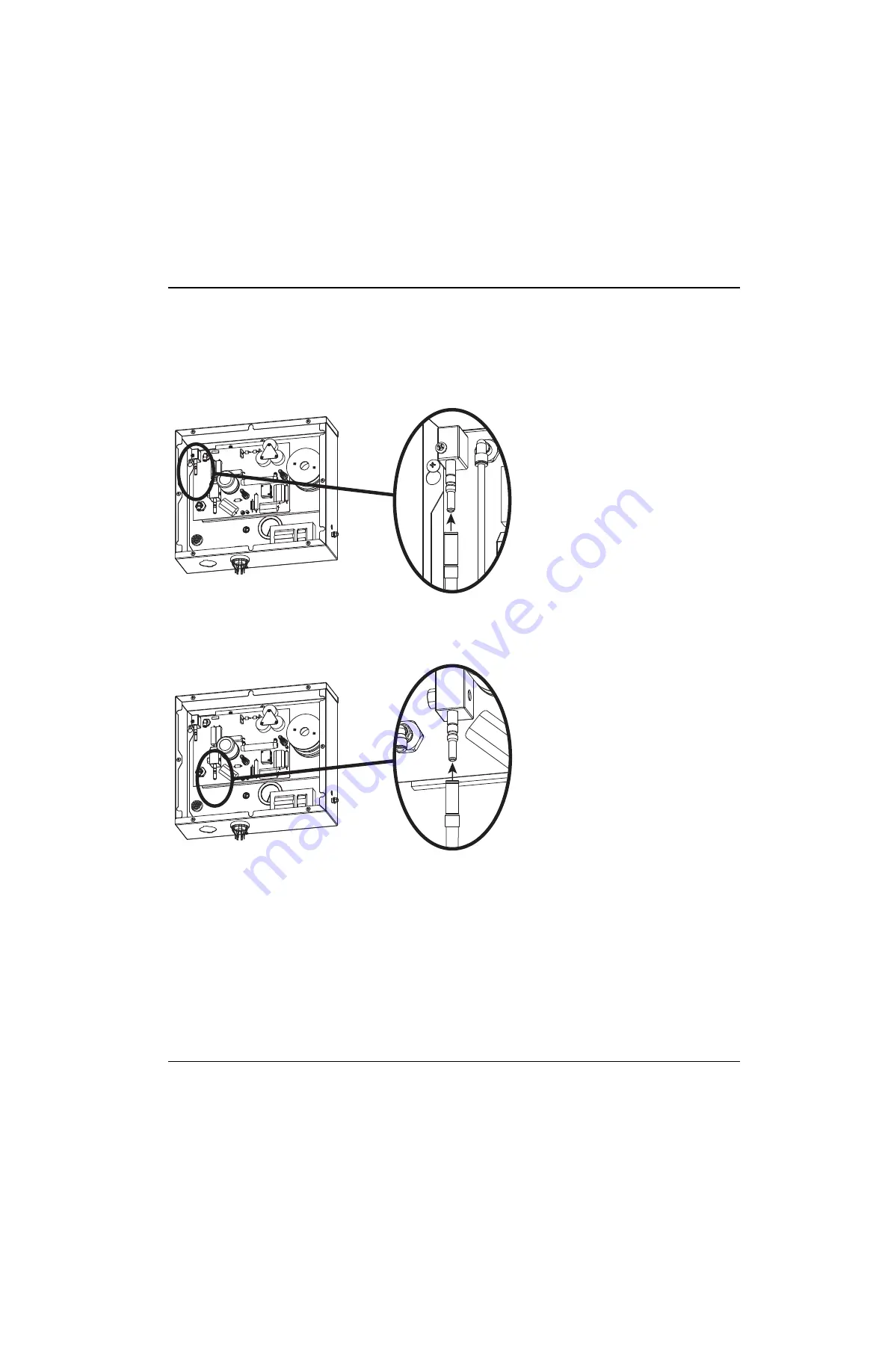
Note:
The shield gas/pilot arc and coolant supply/negative lead hose connectors mentioned below are slightly
different push-to-connect fittings. Slide the hose fitting over the connector and press until it clicks into place. To
disconnect a fitting, pull the connector-collar toward the hose, and pull the hose away from the fitting.
5.
Connect the pilot arc/shield gas hose (blue).
6.
Connect the negative lead/coolant supply hose (blue with green tape).
Summary of Contents for MAXPRO200
Page 1: ...MAXPRO200 Instruction Manual 807700 Revision 1 ...
Page 26: ...22 MAXPRO200 Instruction Manual 807700 Revision 1 Safety ...
Page 34: ...30 MAXPRO200 Instruction Manual 807700 Revision 1 Product Stewardship ...
Page 38: ...34 MAXPRO200 Instruction Manual 807700 Revision 1 Specifications ...







































































