






















4-12
O
PERATION
Operator Manual
Recommended
Material
Arc
Arc
Travel
Pierce
Thickness Material Current
Voltage
Speed*
Delay
(in.) (mm)
(A)
(V) (ipm) (mm/min ) (S)
3/16"
4.8
Mild steel
80
115
160
4060
0
1/4"
6.4
Mild steel
80
117
110
2800
0.25
3/8"
9.5
Mild steel
80
116
57
1450
0.50
1/2"
12.7
Mild steel
80
120
38
965
0.75
5/8"
15.9
Mild steel
80
124
25
635
1.75
3/4"
19.0
Mild steel
80
124
20
510
n/a
7/8"
22.2
Mild steel
80
132
14
355
n/a
1"
25.4
Mild steel
80
133
11
280
n/a
3/16"
4.8
Stainless Steel
80
120
160
4060
0.25
1/4"
6.4
Stainless Steel
80
121
100
2540
0.50
3/8"
9.5
Stainless Steel
80
122
53
1345
1.00
1/2"
12.7
Stainless Steel
80
123
32
810
1.25
5/8"
15.9
Stainless Steel
80
123
25
635
1.75
3/4"
19.0
Stainless Steel
80
126
18
460
n/a
1"
25.4
Stainless Steel
80
133
10
255
n/a
1/8"
3.2
Aluminum
80
119
340
8640
0
1/4"
6.4
Aluminum
80
120
140
3560
0.25
3/8"
9.5
Aluminum
80
122
90
2285
0.50
1/2"
12.7
Aluminum
80
129
60
1525
1.00
3/4"
19.0
Aluminum
80
131
31
790
n/a
* Recommended travel speeds are 10–20% slower than maximum. These slower speeds will produce optimum
cut quality.
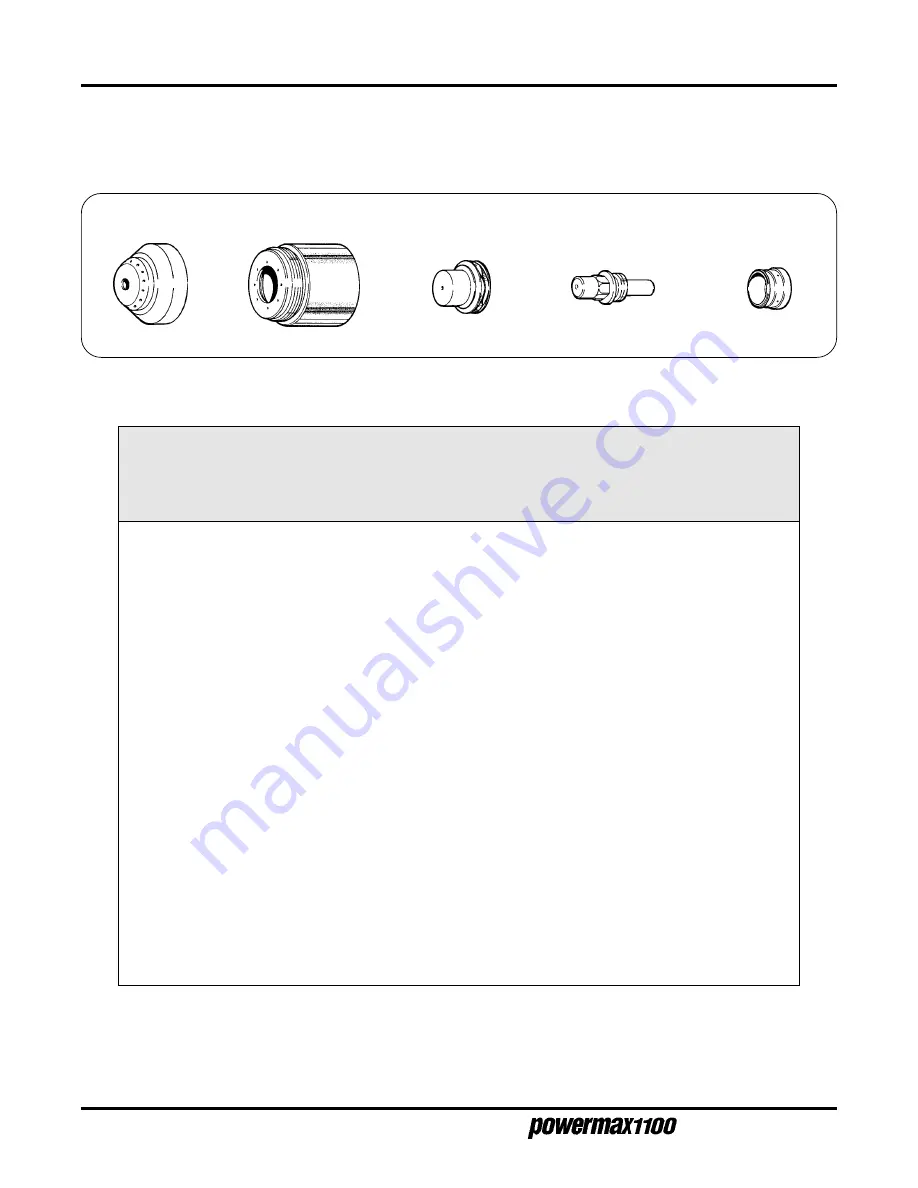
CUT CHART - 80A STANDARD CONSUMABLES
The following recommended settings are for mechanized cutting. Torch-to-work distance is 1/16 inch
(1.6 mm) for all cuts.
Shield
120516
Retaining Cap
120483 - 80A
Electrode
120473
Swirl Ring
120474
Nozzle
120476 - 80A







































































