




















CLEAN AND INSPECT
WARNING
Cleaning solvents can be flammable and toxic and
can cause skin irritation. When using cleaning
solvents, always follow the recommendations of
the manufacturer.
WARNING
Compressed air can move particles so that they
cause injury to the user or to other personnel.
Make sure that the path of the compressed air is
away from all personnel. Wear protective goggles
or a face shield to prevent injury to the eyes.
Clean and inspect following parts of reduction gear
assembly:
• Tapered roller bearings
- Inspect cup, cone, rollers, and cage of all ta-
pered roller bearings in assembly. If bearings
show signs of wear, cracks, or damage, re-
place with new bearing.
• Ring gear - Inspect ring gear for wear or
damage. If gear is worn or damaged it must
be replaced.
• Wheel hub and wheel hub support - In-
spect wheel hub and wheel hub support for
wear or damage. Parts that are damaged
must be replaced.
• Planetary carrier and parts - Inspect all
parts of planetary carrier for wear or dam-
age. Parts that are damaged must be re-
placed. If gears are replaced, new needle
bearings must be used. If any planet gear
needs to be replaced, all planet gears should
be replaced.
ASSEMBLE
1.
For lift truck models S4.0, 4.5, 5.5FT, S5.5FTS
(S80, 100, 120FT; S80, 100FTBCS; S120FTS;
S120FTPRS) (H004, J004), support wheel hub.
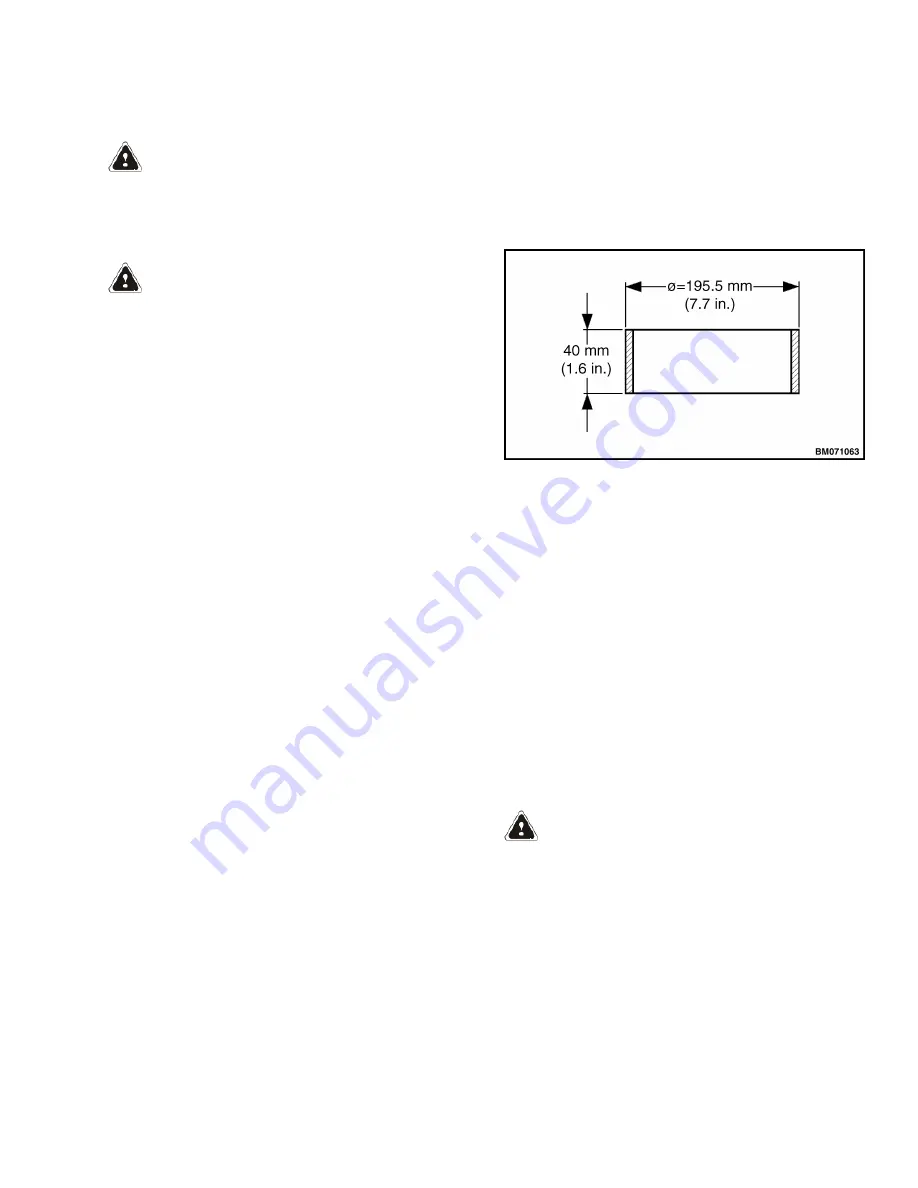
It is recommended to use a steel ring (spacer)
with dimensions as shown in Figure 19, but
blocks may be used as well as long as there is
enough clearance to install wheel stud com-
pletely. Support wheel hub flange where wheel
stud is to be installed with an over sized socket
or spacer (as shown in Figure 20) to prevent
warping wheel hub flange.
For lift truck models H4.0FT5/FT6; H4.5FTS5,
H4.5FT6, H5.0-5.5FT (H80, 90, 100, 110, 120FT)
(R005, S005, U005), place wheel hub as shown in
Figure 21.
Figure 19. Steel Ring
2.
For lift truck models S4.0, 4.5, 5.5FT, S5.5FTS
(S80, 100, 120FT; S80, 100FTBCS; S120FTS;
S120FTPRS) (H004, J004), using a press or
hammer, install wheel studs. See Figure 20.
For lift truck models H4.0FT5/FT6; H4.5FTS5,
H4.5FT6, H5.0-5.5FT (H80, 90, 100, 110, 120FT)
(R005, S005, U005) apply a coat of Loctite
2760
TM
or Loctite 277
TM
on to threads of wheel
stud ends threading into wheel hub and tighten
wheel studs to 245 to 300 N•m (181 to 221
lbf ft). See Figure 21.
3.
Using appropriate driver tool install new seal
on to wheel bearing support. See Figure 22.
WARNING
Hot parts. Wear protective clothing and gloves to
prevent burns.
4.
Place wheel bearing support on a flat surface.
Heat a new inboard bearing cone to 80 to
90°C (176 to 194°F). Using appropriate driver
tool install inboard bearing cone on to wheel
bearing support. Once inboard bearing cone is
cool, lubricate with multipurpose grease.
1400 SRM 1582
Reduction Gear Assembly
13































































