





















CABLINE-UY PLUG Assembly Manual
Document No.
ASM-18002
11
/
22
Confidential C
45
°
45
°
6.SHELL A
圧着手順(
SHELL A crimping procedure
)
6-1. SHELL A
取扱注意事項
(Cautions in treating SHELL A)
SHELL A
はキャリア付きリール状態にて納品されます。
SHELL A
をキャリアから折り取る手順を明記します。
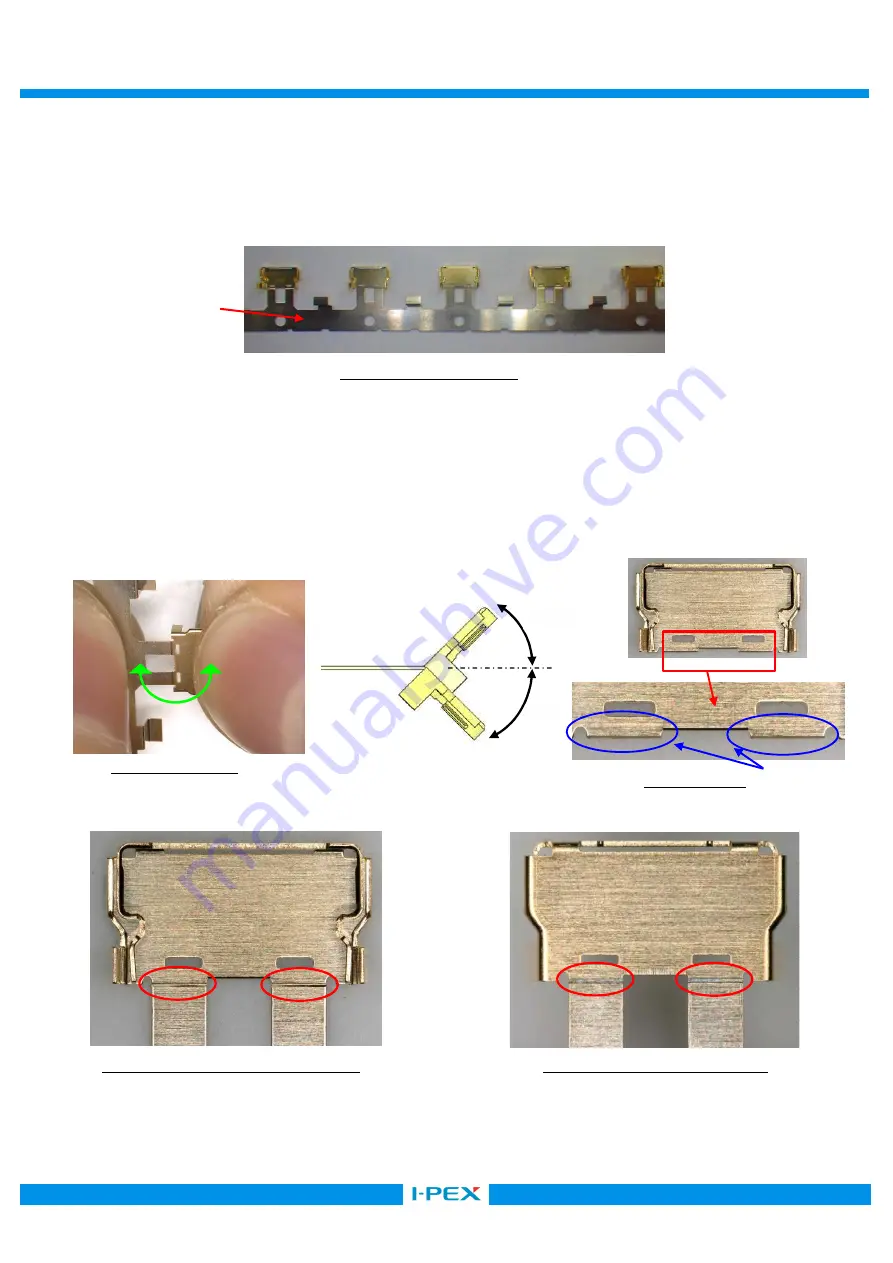
SHELL A is delivered in the reel with a carrier. The following is the method to cut SHELL A from Carrier.
SHELL A
の中心部を持ち、
±45°
の範囲で
1
往復させてノッチ部から切り離す。もし、切り離れない場合は、この往復動作を繰り返し
て切り離す。切り離し後はノッチ折り取り部にバリ発生なきことを確認してください。バリがあるまま圧着を行うとケーブルを傷つける恐れ
があるので、バリがある場合はカッターなどで取り除いてください(
Photo.10
)
Hold the center of SHELL A and cut it off from Notch by
±
45 deg of reciprocating work.
When it does not be cut, try again this reciprocating work. After separated, check there is no burr around the cut part.
(
Photo.10
)
PLUG SHELL A
ノッチ部状態
(Details of Notch)
Photo. 8 SHELL A from Carrier.
Photo. 9 Cut condition
Photo.10 After cut
Without burrs
Photo.11 HSG ASS’Y
挿入側
(Mating side)
Photo.12
背面側
(Back surface side)
Carrier







































































