





























© 2002 IBICO
Operations Manual
Page 6-8
Patriot 12HR, 25HC, 38HC
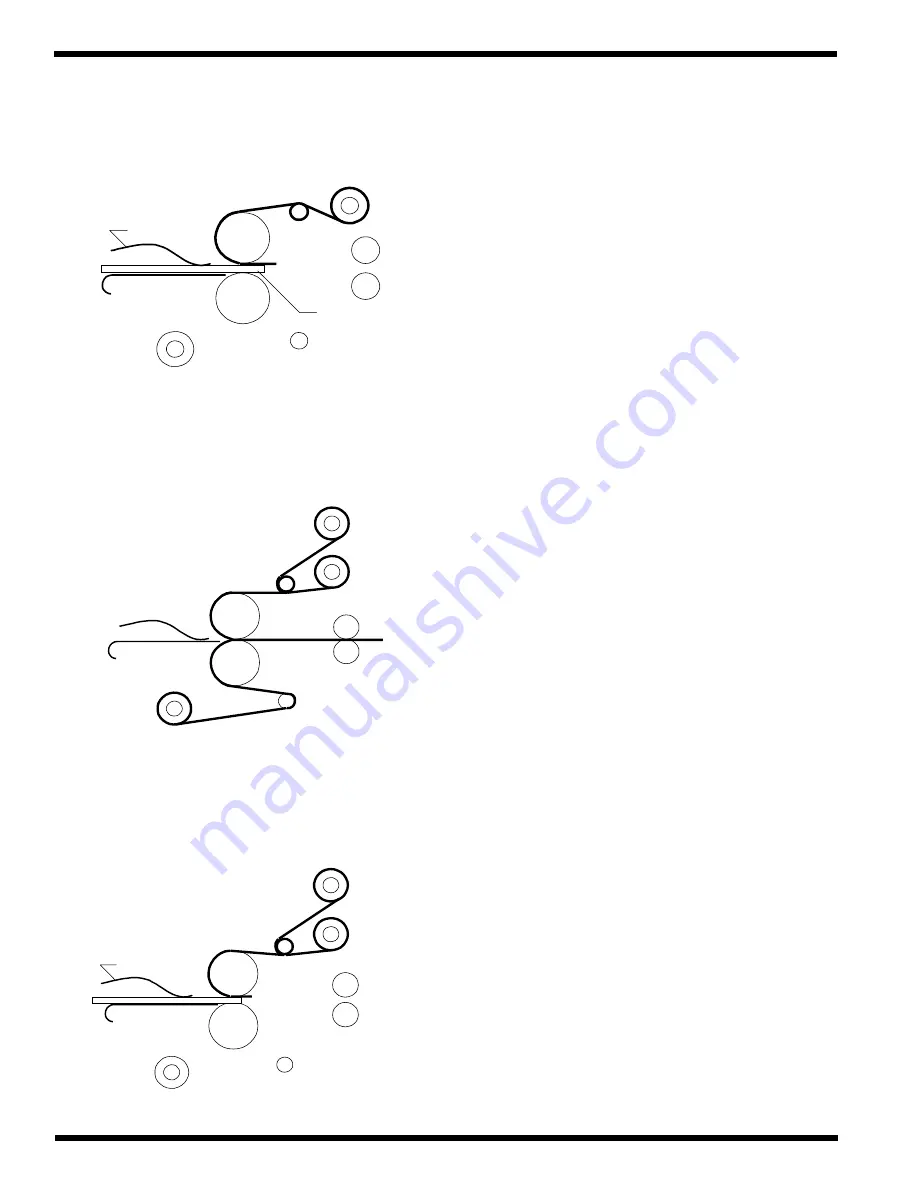
Single sided thermal lamination (single
image)
Film
Carrier
Image
Single sided PSA lamination (craft paper)
Image
Release
liner
PSA
film
Craft
paper
Single sided PSA lamination (single image)
Release
liner
PSA
film
Image
6.5 Helpful hints
Good consistent lamination is a result of combining proper
heat, speed, tension and dwell time. Dwell time is the
amount of time the material to be laminated is compressed
between the heat rollers and is controlled by the speed of
the laminator.
As a general rule, thicker items and films as well as items
with dark or full ink coverage, need to run at a slower
speeds because they extract more heat from the rollers at
a quicker rate.
Thinner items, such as standard copier paper (20lb.bond)
and tissue stock, extract less heat from the rollers and can
be run at faster speeds.
Operation of the laminator for more than thirty minutes at
a time may necessitate a lower speed setting. It is
recommended that during periods of long runs the items
being laminated are alternated between thick and thin.
If you are ever unsure that your laminator is set at proper
speed, run a test piece (scrap) of the same or similar
material through the laminator. Rotating the heat rollers
prior to laminating distributes the heat evenly throughout
the heat rollers.
Always change the top and bottom supply rolls at the
same time. This will prevent adhesive from getting on the
rollers. Adhesive will deposit on the rollers if:
– Only one roll of film is used.
– Different widths of rolls are loaded together.
– Either roll is loaded adhesive side against a heat
roller.
– One or both rolls of film are allowed to run
completely off the cores.
Always use the minimum brake tension necessary to
achieve the desired results. Using the maximum amount
will yield unwanted results after close inspection. You may
see stretching, waves in the laminate, distortion of the image
and/ or curling.
































































