









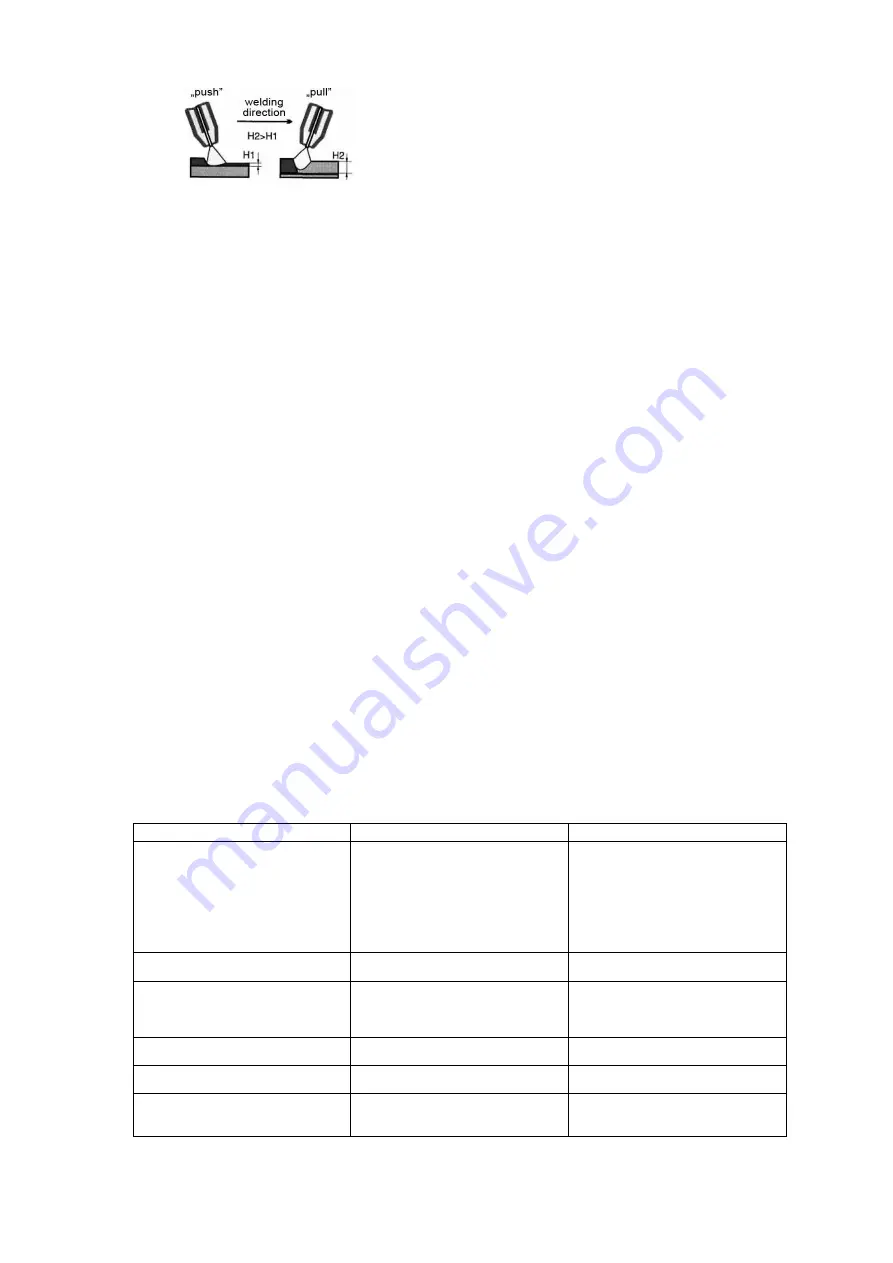
The penetration depth can differ according to welding
technique and torch position
H1, H2
– penetration depth
10. Welding using MMA process
The welding device can also be used for a stick electrode welding. To use that process turn the
MIG/TIG/MMA switch to MMA position. Connect the electrode holder plug into the positive socket
( + ) and the ground cable plug into the negative socket ( - ) leaving the polarization selector
unconnected. Using the welding current regulation knob (A) set the desirable welding current.
Please note that different electrode manufacturers may advise other polarization connections. In
such case please refer to electrode manufacturers information.
11. Cleaning and maintaining the device
The protection class of this device is IP21S. Do not use the device in the rain, nor expose it to
extensive moisture.
WARNING!
Device based on electronic components. Metal grinding and cutting close to the welder may
cause contamination of the inside of the device, thus causing its damage.
The damage mentioned above is not covered by the warranty. If you need to work in such
an environment, please clean device before use by blowing the inside of the welding
machine with compressed air.
To prolong the life and reliable operation of the device, several rules must be observed:
1. The device should be placed in a well-ventilated room where there is free air circulation.
2. Do not place the device on a wet surface.
3. Use a wire diameter and spool weight according to the table.
4. Check the technical condition of the device and welding cables.
5. Remove any flammable materials from the welding area.
6. Use suitable protective clothing for welding: gloves, apron, safety boots and welding helmet
12. Troubleshooting
Symptoms
Possible cause
Remedy
Wire feed does not feed the wire or
feeding is irregular (feeder motor is
working)
-
Feeding roll grooves are dirty
-
Contact tip is damaged
-
Locking mechanism is not
tighten
-
Torch liner is stuck with debris
-
Feeder roll type is wrong
-
Contact tip diameter is wrong
-
Clean or change roll
-
Change contact tip
-
Tighten the locking mechanism
-
Clean or change the liner
-
Mount appropriate roll
-
Check the contact tip and
change for a right one if needed
Wire feed does not feed the wire
(feeder motor is not working)
-
Faulty feeding motor
-
Control module failure
-
Turn directly to the service
centre
Arc is not igniting
-
Ground clamp not connected or
connected improperly
-
Polarization selector cable not
connected
-
Check the connection of the
ground clamp
-
Plug the selector to the
appropriate socket
Arc is too long and irregular
-
Welding current is to high
-
Wire feed is too slow
-
Adjust the current value
-
Change wire feed speed
Arc is too short
-
Welding current to low
-
Wire feed to fast
-
Adjust the current value
-
Change wire feed speed
ON/OFF button does not light up
-
No electric supply
-
Fuse failure
-
Switch malfunction
-
Check the power connections
-
Replace the fuse
-
Replace the switch







































































