





























9 - PART REPLACEMENT
SIR 52 MS52 P/F
EN
9 - Pag. 3 / 16
9.2
LOADING LEVERS ROLLERS - REPLACEMENT
- Cut roller (A) and remove it.
- Assemble a new roller.
- Repeat the operation to replace the other rollers
whenever necessary.
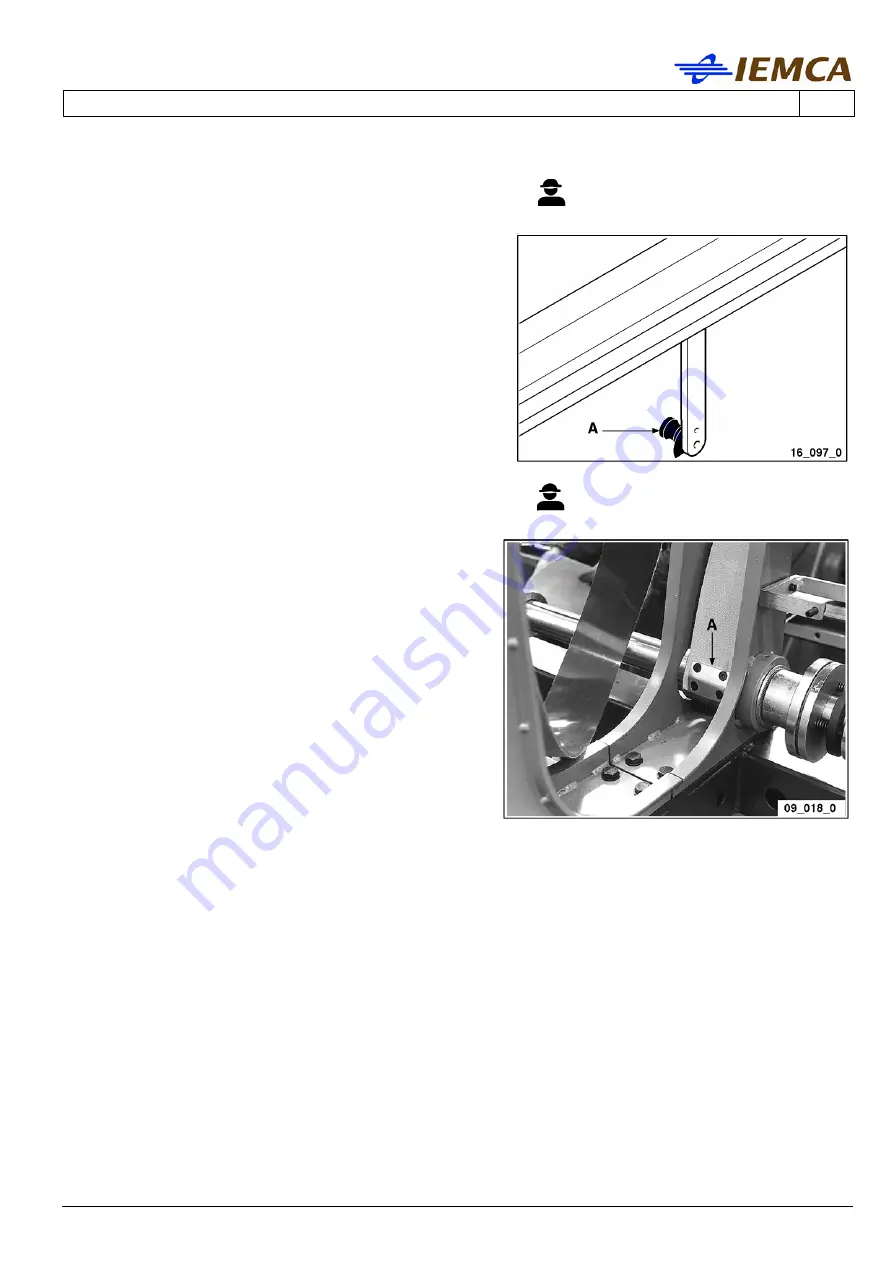
9.3
SIR MS32 F LIFTING BELTS - REPLACEMENT
- Empty the bar magazine.
- By turning the relevant shaft, uncover plate (A)
and disassemble it.
- Disassemble the broken belt and assemble a new
belt.
- Repeat the above mentioned operations to
replace other belts whenever necessary.
Summary of Contents for SIR52 MS52 P
Page 2: ......
Page 4: ......
Page 6: ......
Page 20: ...EN 2 TECHNICAL INFORMATION SIR 52 MS52 P F 2 Pag 10 14 2 6 TECHNICAL INFORMATION...
Page 24: ...EN 2 TECHNICAL INFORMATION SIR 52 MS52 P F 2 Pag 14 14...
Page 50: ...EN 4 HANDLING AND INSTALLATION SIR 52 MS52 P F 4 Pag 22 22...
Page 72: ...EN 5 ADJUSTMENTS AND SETTING UP SIR 52 MS52 P F 5 Pag 22 22...
Page 102: ...EN 6 USE AND OPERATION SIR 52 MS52 P F 6 Pag 30 30...
Page 148: ...EN 9 PART REPLACEMENT SIR 52 MS52 P F 9 Pag 16 16...
Page 174: ...EN 11 GUIDE CHANNELS BAR PUSHER REVOLVING TIPS SIR 52 MS52 P F 11 Pag 6 6...
Page 185: ...12 GRIPPERS SIR 52 MS52 P F EN 12 Pag 11 34...
Page 203: ...12 GRIPPERS SIR 52 MS52 P F EN 12 Pag 29 34...
Page 212: ...EN 13 LIST OF AFTER SALES CENTERS SIR 52 MS52 P F 13 Pag 4 4...







































































