





























69
3
SETUP INFORMATION
302.061
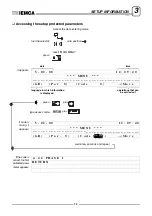
3.1.4 Interface parameters - Description
Subparameters
It defines how to handle the interface signals from lathe to bar feeder.
85
n o . 8 5
I n t e r f a c e
s i g n a l s
B a r
c h a n g e
( 0 = N O / 1 = N C )
0
F e e d
( 0 = N O / 1 = N C )
0
L o a d i n g
c y c l e
( 0 = N O / 1 = N C )
1
M a n u a l / a u t . f r o m
l a t h e
( 0 = N O / 1 = N C )
0
T h r e a d i n g
s a f e t y
( 0 = N O / 1 = N C )
0
F e e d
s t o p
( 0 = N O / 1 = N C )
0
( 0 )
S a f e t y
f r o m
l a t h e
( 0 = N O / 1 = N C )
1
S t a r t
f r o m
l a t h e
( 0 = N O / 1 = N C )
0
S t a r t u p
s a f e t y
( 0 = K 3 7 / 1 = K 1 6 6 ) 1
D o o r
s a f e t y
( 0 = N O / 1 = N C )
0
C h a n g e
mm
< - - >
i n c h e s
( 0 = mm / 1 =i n c h e s ) 0
S t a r t u p
s t a r t
( 0 = N O / 1 = N C )
0
Summary of Contents for VIP 80
Page 1: ...REL DATA COD S N VIP 80 MANUAL FOR USE AND MAINTENANCE GB 1 03 11 99 805005440 ...
Page 28: ...HANDLING AND INSTALLATION 4 25 302 028 ...
Page 61: ...PUSH BUTTON PANEL OPERATION GUIDE GB 03 11 99 VIP 80 AUTOMATIC BAR FEEDER ...
Page 64: ...2 302 061 ...
Page 74: ...12 1 GENERAL INFORMATION 302 061 ...
Page 136: ......
Page 138: ......
Page 142: ...302 061 B ...
Page 144: ......
Page 148: ......
Page 150: ......
Page 152: ......







































































