





























Page 76
INE SpA
Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - ine@ine.it - www.ine.it
H
C
S
T
U
E
D
Der Betrieb der Schweißmodi ist:
2-Takt-Schweißung:
Der Schweißprozess beginnt in
dem Augenblick, in dem man die Taste des Brenners
drückt, und hält nach dem Loslassen der Taste an,
nachdem die Senkrampe gefahren wurde und die
Nachgas-Zeit abgelaufen ist.
Hinweis: in der Ebene
‘erfahrener Benutzer’ kann man die Eingangsstromzeit
und die Endstromzeit einstellen, dadurch erhält man
einen Modus mit 2 Niveaus.
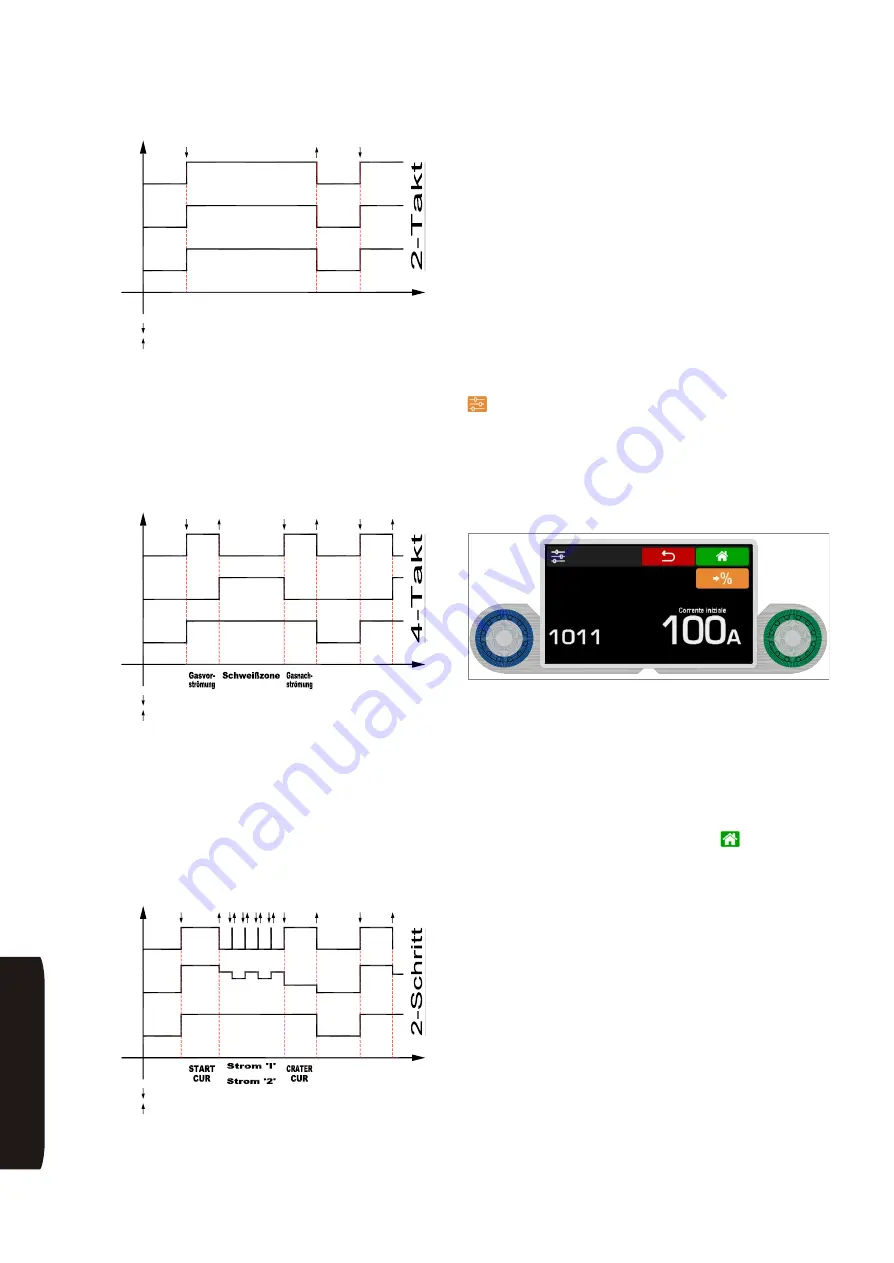
4-Takt-Schweißung:
Nach Betätigung der Taste des
Brenners beginnt der Schweißprozess mit manuellem
Vorgas. Beim Loslassen der Taste beginnt die
eigentliche Schweißung. Bei den anschließenden
Betätigungen der Brenner-Taste fährt der
Schweißstrom die Senkrampe, falls sie eingestellt
wurde, und hält an, wenn das Gas noch durchströmt.
Beim Loslassen der Taste wird auch der Gasfluss
unterbrochen.
2-Schritt- Schweißung:
beim Drücken des
Brennertasters beginnt der Schweißvorgang in dem mit
dem Parameter
‘Anfangsstrom’
eingestellten
Stromwert. Nach Loslassen des Tasters geht der Strom
auf den mit ‘
Strom
’ eingestellten Wert über. Ein kurzes
Drücken auf den Brennertaster bewirkt einen Übergang
auf den mit dem Parameter
‘Strom 2’
eingestellten
Schweißstrom. Nochmaliges Drücken bringt den Wert
zurück auf den mit ‘
Strom
’ eingestellten Wert usw. Zum
Beenden des Vorgangs den Brennertaster drücken:
der Strom geht auf den mit dem Parameter
‘Endstrom’
eingestellten Wert über und bei Loslassen des Tasters
wird der Vorgang beendet.
Hinweis: in der Ebene
‘
erfahrener Benutzer
’ kann man die
Eingangsstromzeit und die Endstromzeit einstellen.
Durch die Auswahl des Symbols im Display SETTINGS
greift man auf den Einstellungsbildschirm der
Parameter im Zusammenhang mit WIG-Schweißen.
Unabhängig vom eingestellten Benutzerniveau sind
diese Parameter verfügbar. Dies erlaubt beispielsweise
die Verwendung eines oder mehrerer erweiterten
Parameter in der ‚elementaren‘ oder ‚mittleren‘
Benutzerebene.
Um diese Parameter zu ändern:
•
Drehen Sie den Selektor ‘E1’, um den Parameter
auszuwählen (rechts der Parameterwert, links sein
ID-Code)
•
Drehen Sie den Selektor ‘E2’ zur Einstellung dessen
Werts
•
Die Bestätigung der Einstellungen erfolgt durch die
Auswahl des HOME-Symbols
; nach der
Bestätigung erscheint der Hauptbildschirm.
Hinweis: für einige Werte kann der absolute Wert oder
ein Prozentsatz des Wertes in Bezug auf den
Basis-Parameter (Wählen Sie die orange Schaltfläche
über dem Parameter für diese Option aus) eingestellt
werden.
Zum Beispiel: der Anfangsstrom kann einen
absoluten Wert haben oder ein Prozentsatz des Werts
des eingestellten Schweißstroms sein.
Die meisten Parameter können direkt aus dem
Haupt-Bildschirm geändert werden, indem Sie sie auf
dem Schweißdiagramm auswählen.
Die einstellbaren Parameter sind:
•
Gasvorströmung:
Vorgaszeit (Sekunden).
•
Gasnachströmung:
Nachgaszeit (Sekunden).
•
Stromanstiegszeit:
Stromanstiegszeit (Sekunden).
•
Stromabstiegszeit:
Stromabstiegszeit (Sekunden).
t
Brennerknopf
Schweißung
Gas
Stop
Schweißzone
Stop
Brennerknopf gedrückt
Brennerknopf gelöst
Brennerknopf gedrückt
Brennerknopf gelöst
Schweißung
Brennerknopf
Stop
Gas
Stop
t
Brennerknopf gedrückt
Brennerknopf gelöst
Schweißung
Stop
Gas
Stop
t
Brennerknopf
&
E1
E2
Summary of Contents for SKYLINE HFP3000
Page 96: ......







































































