











EN-7
16575250_ed1
EN
9. Install the Thrust Bearing Retainer (104) in the groove on
the Pinion to lock the components in position. Make
certain the Retainer is completely seated in the groove.
10. The Socket Retainer (115) for the Square Drive Spindle
(114) consists of a plunger, spring and washer. The hole
through the square on the working end of the Spindle has
an internal shoulder and the hole is deeper on one side of
the square than it is on the opposite side. Place the
spring into the deeper hole and insert the plunger into the
spring until the plunger is flush with the face of the
square. Holding the plunger side of the square against a
steel block, place the washer, chamfered side away from
the plunger, onto the plunger. With a rivet tool, rivet the
washer to the plunger.
11. Work some grease into the Lower Spindle Bearing (112)
and on the Bevel Gear.
12. Using a sleeve that will contact only the inner ring of the
Bearing, press the Lower Spindle Bearing, sealed side
first, onto the Spindle.
13. Slide the Bevel Gear of the Matched Gear Set (103) onto
the Spindle.
14. Apply a thread locking compound to the threads on the
Bevel Gear Retainer Nut (111) and Spindle. Allow the
compound to cure for the proper length of time and then
thread the Bevel Gear Retainer Nut onto the Spindle and
tighten it to 10.3 ft-lb (14 Nm) torque.
15. Install the assembled Spindle in the Angle Housing,
making certain the teeth of the Matched Gear Set mesh
and the Spindle turns freely.
16. Clean the threads of the Angle Housing and the Angle
Housing Cap (113). Apply a uniform coat of Vibra-Tite®**
VC3 No. 205 to the threads of the Angle Housing Cap
and allow the compound to cure between ten and twenty
minutes. Install the Angle Housing Cap and tighten the
Cap to a minimum of 15 to 18 ft-lb (20 to 24 Nm) torque.
17. Slide the Coupling Nut Retainer (109) and Coupling Nut
(108), threaded end trailing, over the notched end of the
Angle Housing.
18. Compress the Retainer and work it into the internal
groove in the nonthreaded end of the Nut.
For 3RL1A5
1. Work a light coat of
Ingersoll Rand
No. 67 Grease into
the gear teeth of the Bevel Pinion (103) and insert it, gear
end first, into the long bore of the Angle Housing (100).
2. Work 0.5 to 1 cc of grease into the Bevel Pinion Bearing
(110) and insert it, unstamped end first, into the bore of
the Angle Housing, after the Bevel Pinion.
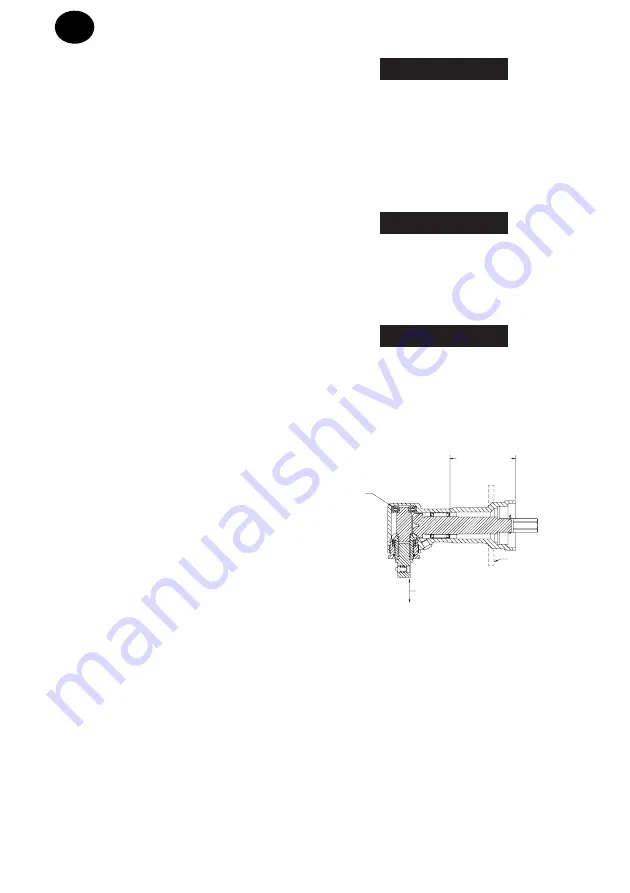
3. Support the Angle Housing on an angled support as
shown in Dwg. TPD790. Use a bearing inserting tool and
press the Bevel Pinion Bearing so the face is a maximum
of 1.32” (33.50 mm) but not less than 1.30” (33.00 mm)
below the end face of the Angle Head. Refer to Dwg.
TPD790.
4. Lubricate the Bevel Pinion Thrust Bearing (106) with 0.5
to 1 cc of grease. Install the Bearing on the rear of the
bevel pinion shaft with red-stained end of Bearing toward
the rear of the Angle Head. Secure Bearing on shaft with
Thrust Bearing Retainer (104).
5. The Socket Retainer (103A) consists of a Plunger, Spring
and Washer. The hole through the square on the working
end of the Spindle has an internal shoulder and the hole
is deeper on one side of the square than it is on the
opposite side. Place the Spring into the deeper hole and
insert the Plunger into the Spring until the Plunger is flush
with the face of the square. Holding the Plunger side of
the square against a steel block, place the Washer,
chamfered side away from the Plunger, onto the Plunger.
With a rivet tool, rivet the Washer to the Plunger
NOTICE
Do not get any thread locking compound in the bearing;
damage to the Bearing could result. Do not get any
grease on the inside diameter of the Bearing; grease will
prevent the compound from working.
6. Apply a small drop of a thread locking compound to the
small outside diameter of the upper spindle bearing shaft
on the Spindle (103).
7. Apply 2 to 4 cc of grease to the Upper Spindle Bearing
(102) and a light coat of grease to the gear teeth on the
Spindle. Press the Upper Spindle Bearing onto the
Spindle and allow the compound to dry completely.
NOTICE
Make sure that the Bevel Pinion is pulled outward toward
the Bevel Pinion Bearing before inserting the Spindle
into the Angle Head.
8. Insert the Spindle into the Angle Head until the Upper
Spindle Bearing seats into the recess of the Angle Head.
9. Install the Spindle Bearing (119) in the Cap.
10. Install the Angle Housing Cap finger-tight.
NOTICE
Spindle must turn freely.
11. With the Bevel Gear on the Spindle out of mesh with the
Bevel Pinion, measure the axial play of the Spindle (use
0.25 lb loads). Subtract 0.002” (0.051 mm) from the
reading for required shim thickness. Refer to Dwg.
TPB853.
3RL1A5 Angle Attachment
(Dwg. TPB853)
12. Unscrew and remove the Angle Housing Cap. While
pulling the Bevel Pinion outward toward the Bevel Pinion
Bearing, remove the Spindle from the Angle Head.
13. Insert the required number of shims as determined from
Step 11 in the upper bearing recess of the Angle Head.
14. Reassemble and test the Angle Head as indicated in
Steps 8, 10 and 11.
15. Once proper shimming has been achieved, remove the
Angle Housing Cap, clean the threads on the Angle Head
and the Angle Housing Cap, and apply a film of
Vibra-Tite® VC3 to the threads.
16. Install the Angle Housing Cap and tighten to 35 in-lb (3.9
Nm) torque.
17. Install the Rear Thrust Bearing Seat (105) on the Bevel
Pinion shaft with the flat face against the Thrust Bearing.
1.32”
(33.50 MM)
1.30”
(33.00 MM)
A
N
GLE
HO
US
IN
G
SUPP
O
R
T
A
XI
AL
-
PLA
Y
S
HIM TO .001” MIN.-
.003” M
A
X.
S
HIM
S







































































