
























30
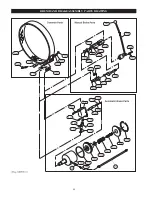
Freespool Assembly
Refer to Dwg. MHP0927.
1.
Assemble shaft support (505) to output shaft (28) and
secure with socket capscrews (504). Torque capscrews to
18 ft lb (25 Nm).
2.
Apply Loctite
®
609 to handle (509) and press into free
spool shifter (507).
3.
Apply Loctite
®
242 to threads of plunger (508) and screw
into free spool shifter (507).
4.
Place new ‘O’ ring (404) into groove in housing (503).
Lubricate with a mixture of half ISO VG 68 (20W)
lubricant and half molybdenum disulfide lubricant
compound.
5.
Lubricate free spool shifter assembly (506) with above
compound, place into housing (503).
6.
Slide shaft support (505) and output shaft (28) as an
assembly into housing (503) until groove in shaft support
aligns with pin (510) in free spool shifter assembly (506).
Tap into place with suitable soft headed hammer.
7.
Insert this assembly into winch drum (62), twisting slightly
to align gears and until housing (503) fits tightly against
outboard upright (26). Align marks made in ‘Disassembly’
step 2.
8.
Install capscrews (502) into housing (503) tighten and
torque to 18 ft lb (25 Nm).
9.
Apply light coat of EP grease to face of housing (503),
place gasket (18) on housing face and align bolt holes.
10. Using capscrews (501) and washers (511) install cover (2)
onto housing (503).
11. Operate free spool several times to ensure smooth
operation.
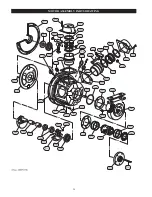
Reduction Gear Assembly
Refer to Dwg. MHP0649.
1.
Install oil seal (58) in housing (59). Install caged needle
bearings (57) in housing.
2.
To install planet gear assemblies to carriers conduct the
following:
a.
Locate a pin. Approximate size for the input planet
gear (51) is 0.75 inches (19 mm) in diameter and 1-5/8
inches (41 mm) long. Approximate size for the output
planet gear (43) is 1-1/8 inches (28 mm) in diameter
and 2-1/4 inches (57 mm) long.
b.
Using the configuration information noted during
disassembly and Dwg. MHP0649 assemble the planet
gears, spacers, bearings and washers on the pins
located in step 3.a.
NOTICE
• Shim output carrier (35) and input carrier (47) planet gears
for 0.005 to 0.032 inch (0.1 to 0.8 mm) end clearance.
3.
Input Carrier Assembly (69):
a.
Install the intermediate sun gear (45) in input carrier
(47) and secure by installing retainer rings (53) on
each side of gear. Install input sun gear (54).
b.
Place an input planet gear (51) assembly into the
intermediate carrier (47). Verify end clearance. Align
the hole in input planet pin (49) in line with the hole in
the input carrier (47). Carefully insert the pin and tap
to install the planet pin (49) while driving out the
locator pin. When installed and with the holes lined up
in the carrier and in the pin, install roll pin (83) to
secure in place. Verify end clearance. Repeat for the
remaining planet gear assemblies.
4.
Output Carrier Assembly (52):
a.
Place thrust washer (44) into recess in output carrier
assembly.
b.
Place an output planet gear (43) assembly into the
output carrier (35). Verify end clearance. Align the
hole in output planet pin (36) in line with the hole in
the intermediate carrier (35). Carefully insert the pin
and tap to install the planet pin (36) while driving out
the locator pin. When installed and with the holes
lined up in the carrier and in the pin, install roll pin
(37) to secure in place. Verify end clearance. Repeat
for the remaining planet gear assemblies.
5.
Place thrust washers (55) and thrust bearing (56) on input
sun gear (54). Install input carrier assembly (69) into
housing (59).
6.
Place output carrier assembly (52) into housing (87). Place
housing (87) onto housing (59). Align planetary gears of
output carrier assembly with intermediate sun gear (45).
7.
Apply Loctite
®
515 to mating surfaces of housing (87) and
housing (59). Align capscrew holes and install six
capscrews (80). Torque capscrews to 60 ft lbs. (81 Nm).
8.
With drum standing on end, place reduction gear assembly
into drum. Place Loctite
®
515 on mating surfaces of
housing (87) and end cover (33). Align the 3/8 inch NPT
holes in the end cover with counterbore marks on the
housing mating flange. Secure in place by evenly installing
sixteen capscrews (32). Torque capscrews to 60 ft lbs. (81
Nm).
9.
Cover the reduction gear to prevent dirt and contaminants
from entering assembly and place in a safe place until ready
for assembly to winch uprights.
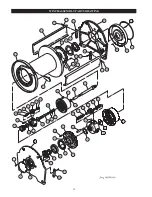
Winch Assembly
Refer to Dwg. MHP0649.
NOTICE
• Unless otherwise stated capscrew torque values listed are
for lubricated or plated threads. This assembly uses “blue
bolts” in numerous locations. These are plated and should
not be lubricated.
1.
Using a hoist, support the drum.
2.
Install bearing (30) in inboard (motor end) upright (68).
With oil seal (29) lip facing towards drum, install oil seal in
inboard upright.
3.
Install output shaft (28), bearing (30) and oil seal (29) in
outboard upright (26). Install the outboard upright onto
drum by aligning splines of output shaft to reduction gear
output carrier assembly splines.
a.
For units with disc brake, refer to the ‘Disc Brake
Assembly’ section.
b.
For units without disc brake, ensure three capscrews
(27) are installed in the output shaft. Apply Loctite
®
515 on mating surfaces of outboard upright (26) and
end cover (2). Install gasket (18). Install six capscrews
(1) and secure end cover to upright. Torque capscrews
to 18 ft lbs (24 Nm).
4.
If unit is equipped with drum band brake, install the drum
band brake bracket and piston assemblies. Do not attach the
brake band assembly (104). Refer to the ‘Drum Band
Brake’ section for instructions.
5.
Install coupling (60) on shaft (61) and install on end of the
input sun gear (54), located in the reduction gear assembly.
6.
If unit is equipped with drum band brake, place brake band
assembly (104) onto drum brake flange. Place inboard
(motor end) upright (68) on drum.
7.
Loosely attach the sideframes (65) to the uprights (26) and
(68) using four capscrews (66) for each sideframe. Tighten
capscrews and torque to 75 ft lbs (102 Nm) for dry threads,
or 55 ft lbs (75 Nm) if thread lubrication is used.
8.
Align holes in motor adapter (71) and install on upright.
Secure with six capscrews (73). Torque capscrews to 125 ft
lbs (170 Nm) for dry threads, or 95 ft lbs (129 Nm) if
thread lubrication is used.
Summary of Contents for force5 FA5A-LAK1
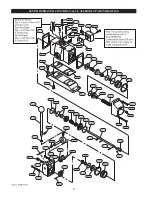
Page 34: ...34 WINCH ASSEMBLY PARTS DRAWING ...
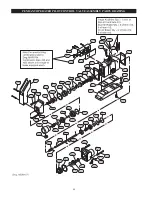
Page 36: ...36 MOTOR ASSEMBLY PARTS DRAWING ...
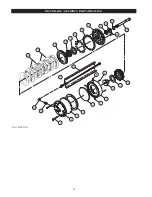
Page 38: ...38 DISC BRAKE ASSEMBLY PARTS DRAWING ...
Page 40: ...40 DRUM BAND BRAKE ASSEMBLY PARTS DRAWING ...
Page 42: ...42 LEVER OPERATED CONTROL VALVE ASSEMBLY PARTS DRAWING ...
Page 44: ...44 PENDANT OPERATED PILOT CONTROL VALVE ASSEMBLY PARTS DRAWING ...
Page 48: ...48 SHUTTLE VALVE ASSEMBLY PARTS DRAWING ...
Page 50: ...50 EMERGENCY STOP AND OVERLOAD ASSEMBLY PARTS DRAWING ...
Page 52: ...52 OPEN FRAME FACE WINCH ASSEMBLY PARTS DRAWING ...
Page 57: ...57 WINCH LABEL TAG LOCATION AND PART NUMBER REFERENCE DRAWING ...






























































