

























Operation Manual 5280 EPSP
41
8. OPERATIONAL ACTIVITIES
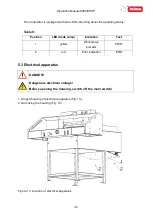
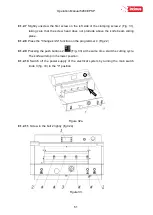
8.1 Replacing the knife in the cutter
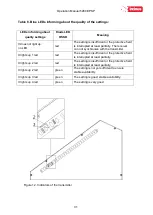
It is recommended, on the basis of experience, to change the knife to sharp after about 8
hours of effective, continuous work.
DANGER!
Do not put hands into the cutting zone!
•
Danger of injury to the operator and auxiliary personnel
•
Danger of injury to hands and hands in the knife area through cutting
•
The edge of the knife is sharp - do not touch
•
Do not handle the knife without the handle
•
The blade may only be changed when the tools for replacing it are undamaged
•
Blunt knives should be put in cassettes immediately
•
Knives intended for scrapping must be deliberately blunted
•
Worn and blunt knives should be sent to the scrap yard







































































