



























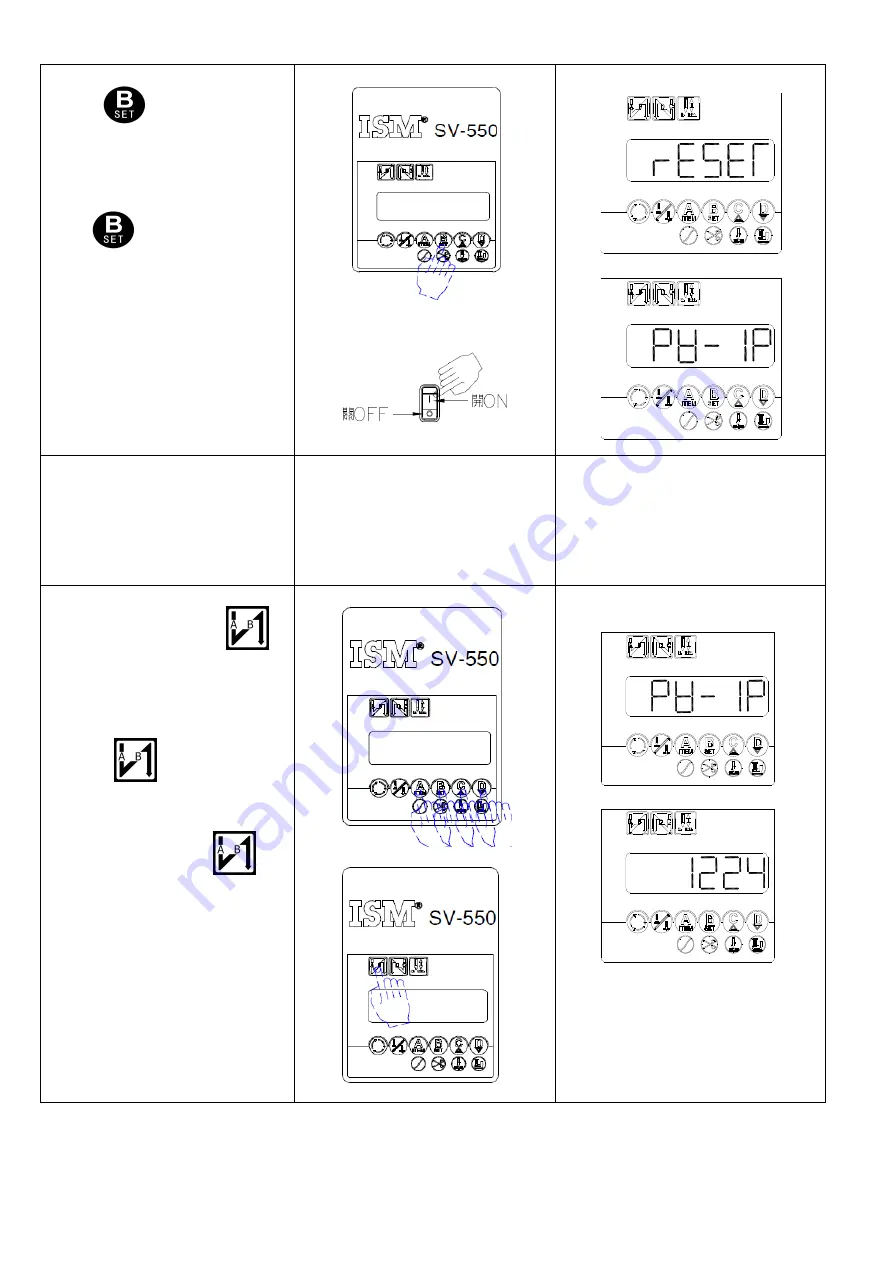
2.Press
key
simultaneously, then turn ON
the power, until rESET
displayed then release the key.
2.
按住
鍵
,
同時打開電源
,
直
到畫面出現
rESET
才將按鍵
放開出現
PW-IP
畫面
.
3.If it is not displayed as shown
above, please repeat steps 1-2.
3.
如果顯示畫面與上述不同
,
請
重覆步驟
1~2.
4.Use A, B, C, D key to key in the
password. And enter
to confirm.
4.
利用
A, B, C, D
健將密碼輸入
再按
鍵做確認
.
不需
要
密碼的群組直接按
即
可
13
Summary of Contents for SV-520
Page 33: ...33 ...







































































