HU
S2T operating mode
DWS L
DWS L
I- E
I- S
H
o
tI
W
el
d
in
g c
ur
re
nt
H ott
S LOP
S LOP
EndI
Endt
0
1
Robot s ignal
ARC on
ARC off
t
t
I
S4T operating mode
I- S
DWS L
DWS L
I- E
GPO
GPR
t
+
+
I
Spot welding mode
S ptt
t
GPO
GPR
+
+
I
er Manual
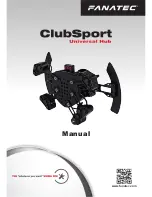
● Befejező áramerősség (I-E) kráterfeltöltő fázis.
● Kezdő áramerősség (I-S) , megemeli a hőbevitelt a hegesztés kezdetekor, ezzel elkerülve a
hegesztési hibákat. Csak 2T módban szabályozható.
● Visszaégés idő (BURN): a hegesztés befejezésekor fellépő visszaégés időtartama.
● Ponthegesztés idő (SPOT): a ponthegesztés időtartama.
● Befejező idő (T-E): Befejező áramerősség ideje. Csak 2T módban szabályozható.
● Csökkenési idő (DWSL): a kezdő áramerősség lecsökken a hegesztő áramerősségre. Ennek a
csökkenésnek az ideje szabályozható.
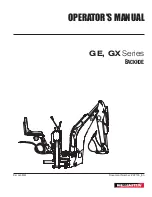
Anyag típus
Védőgáz típus
1
Acél
C0
2
20% - Ar 80%, C0
2
100%
2
AlMg
Ar 100%
3
AlSir
Ar 100%
4
Al
Ar 100%
5
Cn18
Ar 98% - CO
2
2%
6
Cn19
Ar 98% - CO
2
2%
7
CuSi
Ar 100%
8
CuAl
Ar 100%
Anyag típusok:
S2T üzemmód
S4T üzemmód
Ponthegesztés
HU-11