




























ProTIG 500 AC/DC
Operating Manual
Page 30
f
lb
lp
1
I
2
HOTSTART
ARCFORCE
T
b
T
p
SU
SD
IS
IE
PULS
I
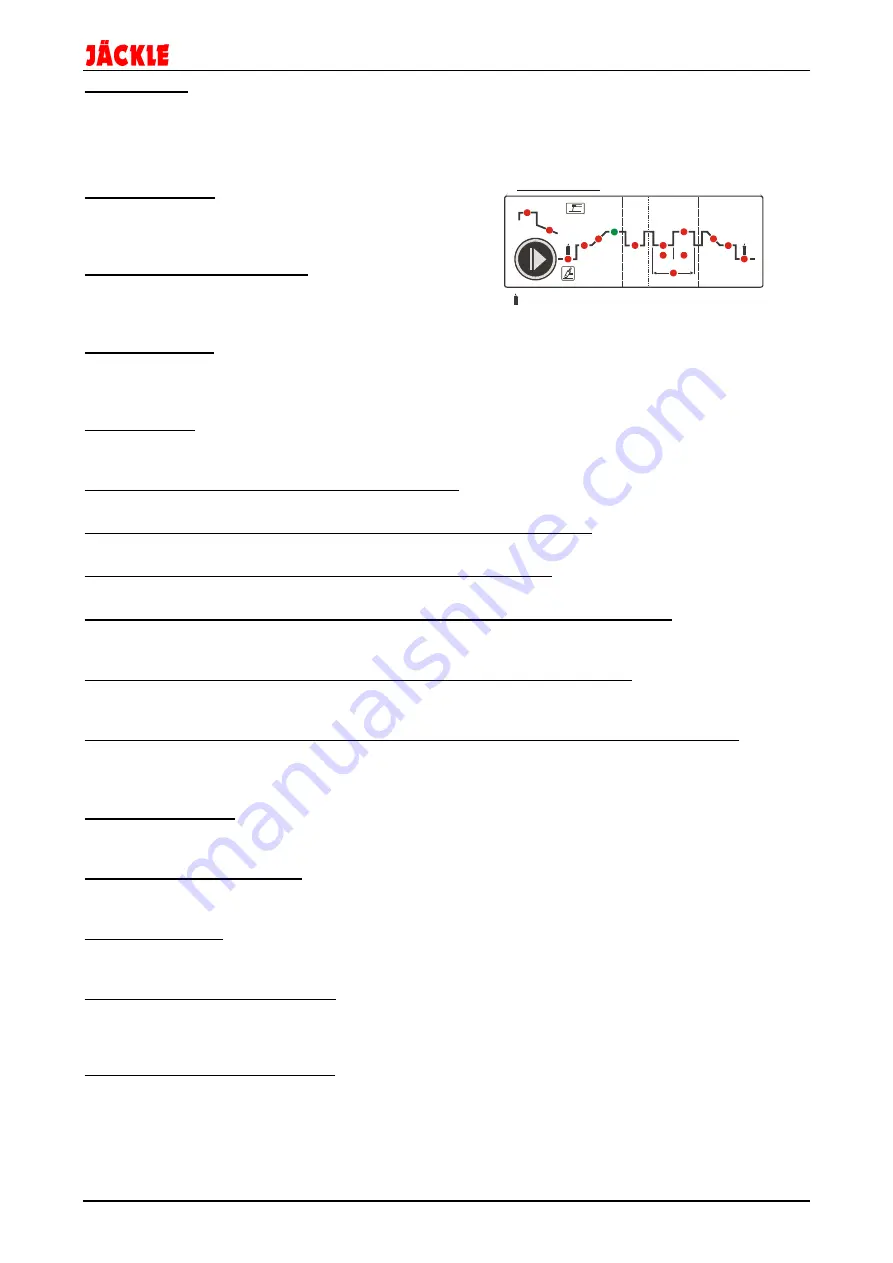
4 - Functions
- Gas pre flow time / Gas post flow time
IS - Start current
SU - Slope Up time
I - Main current
I - Cycle current (only in I mode)
lb - Base current (only in Pulse mode)
lp - Pulse current (
)
Tb - Base current time
Tp - Pulse current time
f - Pulse frequency
SD - Slope down time
IE - Final welding current
1
2
2
only in Pulse mode
(only in Pulse MAN mode)
(only in Pulse MAN mode)
(only in Pulse AUTO/SPEED mode)
4. Functions:
Below all functions and parameters of the machine are explained. Which function is available for which mode
is in brackets. To call a function / parameter, the function key (item 4) must be pressed again until the
corresponding LED flashes. Then the value can be changed by using the rotary knob (item 9).
Finish the settings by long pressing the function key (item 4).
Gas pre flow time:
This time can be adjusted between 0.00 and 1 second,
which opens the gas valve before the start of the welding
operation. The torch can be flooded with gas.
Start current IS (4-cycle mode):
With the start current every welding process is started. It
can be set between 5 and 500A. The default value is
set to 20A.
Slope-up time SD:
The Slope-up time is the time, in which the machine rise from
start current IS to the main current I1. This time can be set
from 0 to 5 seconds in 0.1 second increments.
Main current I
1
:
The main welding current I
1
can be adjusted in each
operating mode from 10 to 500A.
Current I
2
(possible only with actived I2 mode (LED 32):
The secondary welding current I
2
can be adjusted from 5 to 500A.
Pulse Base current Ib (possible only with activated pulse function (Pos. 7)):
Hereby the pulse base current (lower welding current) can be adjusted from 5 to 500A.
Pulse current Ip (possible only with activated pulse function (Pos. 7)):
Hereby the pulse current (welding current I1) can be adjusted from 10 to 500A.
Pulse Base current time Tb (possible only with activated MAN pulse function (LED 72):
Hereby the time from 0.01 to 1.00 seconds can be set, with which the machine holds the base current Ib in
the pulsed mode. (0.01s = 100Hz and 1.00s = 1 Hz)
Pulse current time Tp (possible only with activated MAN pulse function (LED 72):
Hereby the time from 0.01 to 1.00 seconds can be set, with which the machine holds the pulse current Ip in
the pulsed mode. (0.01s = 100Hz and 1.00s = 1 Hz)
Pulse frequency (possible only with activated AUTO (LED 70) or SPEED (LED 71) pulse function:
When AUTO pulse function is activated, the pulse frequency can be adjusted between 19 and 540Hz.
When SPEED pulse function is activated, the pulse frequency can be adjusted between 0.2kHz and 2.5kHz
(2500Hz).
Slope-down time SD:
The Slope-down time is the time, in which the machine decreases from main current I1 to the End current IE.
This time can be set from 0 to 8 seconds in 0.1 second increments.
End current IE (4-cycle mode):
With the End current IE, every welding process is terminated. It can be set between 5 and 500A.
The default value is set to 20A.
Gas post flow time:
This time can be adjusted between 0.5 and 10 seconds, which opens the gas valve at the end of the welding
operation. The torch can be cooled with gas.
Hotstart: (only for electrode welding):
With the parameter ‘Hot start’ it is possible to set the current, with which the electrode ignites.
This value can be adjusted from 0% (no increased ignition) to 150% (3-times ignition current) of the actual
welding current I1.
Arcforce (only for electrode welding):
With the ‚Arc Force‘ parameter a sticking of the electrode during welding can be prevented.
For this purpose, the welding current is temporarily increased.
This value can be adjusted from 100% (no increased current) to 255% (double current) of the actual welding
current I1.







































































